基于视觉显著性与PCNN的图像分割算法
来源:优秀文章 发布时间:2023-03-23 点击:
马雨嫣,朱 冰
(西安石油大学 电子工程学院,西安 710065)
受焊接工艺的影响,焊接过程中焊接器件受到来自外部环境和各种非人为因素的干扰,时常会导致焊缝中出现密集气孔、横向或纵向裂纹、夹渣等各种难以预测的焊接缺陷[1]。这些缺陷可能会导致结构失效,甚至造成危险的事故。针对上述问题,必须定期对焊接器件的焊缝进行无损检测,避免安全隐患的发生。X 射线检测因为其检测速度快、检测范围广泛、成像较为直观的特点,被广泛应用于工业生产中。在实际无损检测过程中,X 射线检测图像存在对比度不高、图像缺陷边缘模糊、图像噪声多、背景起伏较大等缺点,会导致传统的缺陷检测方法很难从检测图像中提取出对比度较低的目标缺陷[2-3]。
传统缺陷分割方法常利用图像自身表现出来的灰度和空间信息进行分割。文献[4]提出了一种结合全局和局部阈值技术的射线检测图像分割方法。文献[5]提出了一种基于图像中每个像素的邻域像素灰度统计特性的对比度增强方法。上述2 种方法都可以检测出较明显的缺陷,但对细小裂纹这类缺陷的检测上存在局限性。文献[6]研究了基于X 射线图像的石油钢管焊缝缺陷检测识别方法,此方法改进了阈值分割方法的局限性,采用基于排序点的聚类算法(ordering points to identify the clustering structure,OPTICS)对小面积缺陷进行分割,该算法不但满足实时性要求,且对输入参数不敏感,能够实现对任意形状大小缺陷和噪声的准确分割。上述的缺陷分割算法仅对特定类型的缺陷达到较理想的提取效果,在对边缘模糊、噪声较大的焊缝照片进行处理时难以保证正确识别率。
脉冲耦合神经网络(PCNN)不同于传统的神经网络,不需要训练过程即可实现模式识别、图像分割、目标分类。因此,PCNN 网络非常适合实时图像处理环境。由于射线检测图像自身存在对比度低、噪声多的特点,采用PCNN 网络进行图像分割的过程中很易受到干扰,导致分割效果不佳。图像视觉显著性模型可以结合图像的局部特性,快速定位图像的感兴趣区域。将经过显著性检测得到的缺陷显著图作为PCNN 网络的输入图像,会增强PCNN 网络的鲁棒性,提高缺陷分割准确度。考虑到射线图像无颜色特征并且亮度特征不明显的特点,从统计学角度出发,采用基于全局对比度的显著性检测算法(LC)计算像素的全局对比度并构造显著图,该算法简单,能够较好地确定焊缝图像中感兴趣区域的边界。
针对射线检测图像特点,本文提出一种新的缺陷分割算法。首先,利用视觉显著性模型快速定位图像中的显著区域,再结合PCNN 算法实现对焊缝检测图像分割。此算法取得了较好的分割效果,具有较好的普适性和鲁棒性。
1.1 PCNN 模型
Eckhorn 在1990年根据猫的大脑皮层同步脉冲发放现象[7]的研究,得到了哺乳动物神经元模型,对该模型进行一些改进,就得到脉冲耦合神经网络模型,简称为PCNN 模型。PCNN 模型是由众多神经元相互链接形成的一种动态多参数非线性神经,一个PCNN 神经元主要由接受部分、调整部分和脉冲产生部分组成。经典PCNN 模型参数较多、网络系数确定较为困难。为了实现更好地适应图像处理的要求,在具有相同功能的前提下,本文使用一种简化后的改进PCNN 模型[8]进行进一步的研究。

式中:Iij[n]表示外部刺激;
Fij[n]表示第(i,j)个神经元第n 次输入;
Lij[n]为连接输入;
Uij[n]为内部活动项;
Tij[n]为动态阈值;
Yij[n]为当前神经元的脉冲输出;
β 为连接系数;
w 为连接矩阵的元素;
νL为连接幅度常数;
αT为阈值衰减系数;
νT为阈值幅度常数。
1.2 LC 算法
LC 算法由Zhai 等于2006年提出,该方法基于计算像素P 在整个图像上的全局对比度。

式中:I 是图像像素集;
S 是与原图等尺寸的显著性图。它能够均匀地突出图像整体的显著性区域,较好地定义显著目标的边界,并能有效忽略噪声和块效应的高频成分。
1.3 结合LC 与PCNN 的图像分割算法
本算法结合LC 和PCNN,算法流程如图1 所示。本算法将式(6)得到的灰度显著图作为简化的PCNN模型的输入,由于PCNN 模型迭代次数的不确定性,利用最小交叉熵准则确定最优迭代次数和最佳分割图像,提取出焊缝缺陷。
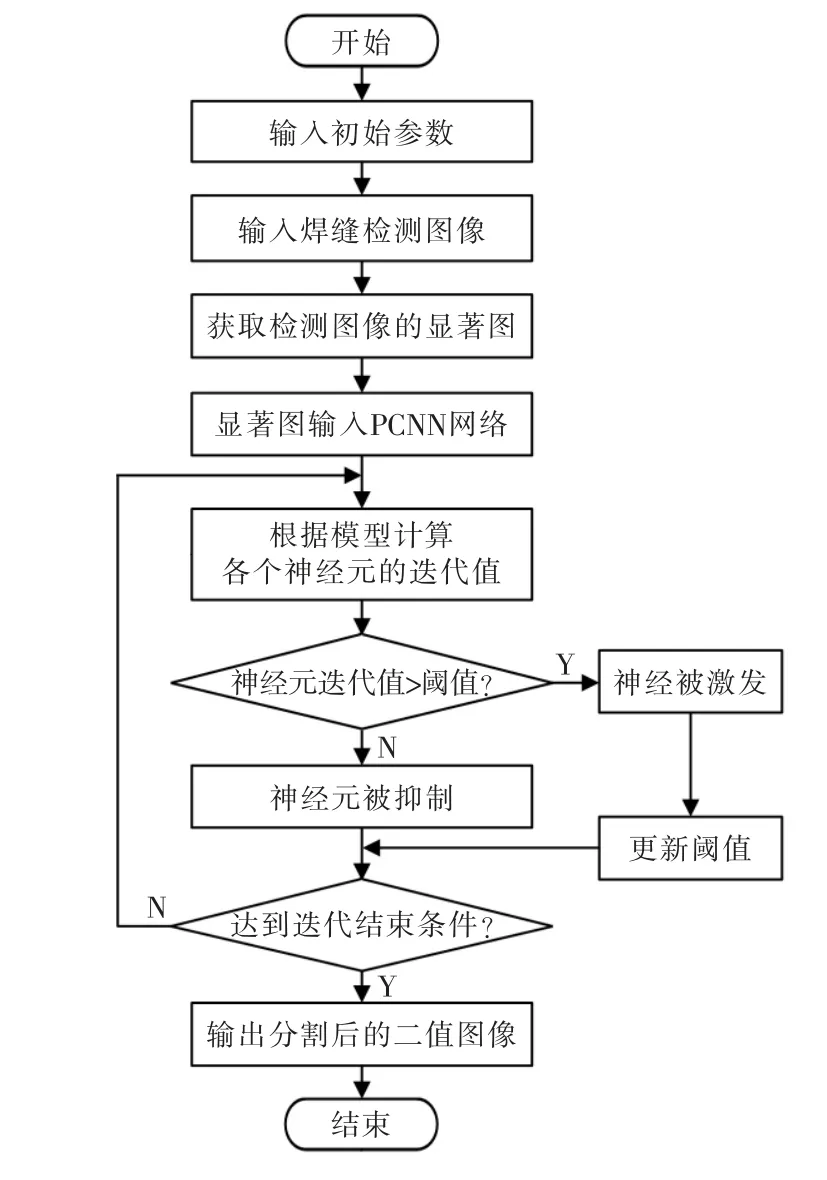
图1 算法流程Fig.1 Algorithm flow chart
输入:LC 得到的最终灰度显著图
输出:焊缝缺陷区域
(1)第一次迭代时,按照式(1)外部刺激Iij[n]等于神经元的内部活动项U;
(2)此时,若外部刺激Iij[n]大于阈值Tij[n],则根据式(5)神经元脉冲输出Yij[n]为1,否则为0;
(3)与此同时,动态阈值Tij[n]急剧增大,并按照式(4)随每次迭代过程呈指数形式递减;
(4)在之后的迭代过程中,被激活的神经元通过与邻域内相似神经元的连接作用激励邻域神经元,按照式(2)形成连接输入L;
(5)若邻域某一神经元的内部活动项U 大于当前阈值Tij[n],则被PCNN 捕获激活;
(6)每次迭代,PCNN 产生一个脉冲序列Y;
(7)根据最小交叉熵过程,求取一个PCNN 的迭代次数n 和最佳阈值,而与其对应输出的脉冲序列构成的二值图像,即最佳分割结果。
2.1 实验参数与评价指标
实验所采用焊缝检测图像数据集来源于实际工业生产中,图像分辨率不同,尺寸不一。
为验证本文算法的有效性,在MATLAB 平台上对焊缝检测图像数据库中252 张焊缝检测图像进行了实验计算,并计算结果的混淆矩阵(confusion matrix),将其作为客观评价标准。
参数初始设置:神经元反馈矩阵F、耦合连接矩阵L、神经元内部状态矩阵U、神经元迭代输出矩阵Y 初始化时设为0 矩阵。迭代条件:图像所有像素被激活。
2.2 射线焊缝检测图像(含各种焊接缺陷)
焊缝缺陷主要分为气孔、横向或纵向裂纹、夹渣、未焊透、未融合、咬边。按影像特征可以分为线形缺陷(裂纹、未焊透、条状夹渣、未熔合等)和圆形缺陷(气孔,球状夹渣等)两大类[9]。在射线检测图像中,不同类型的缺陷对表现的影像特征各异,如图2所示。

图2 射线焊透检测图像(含各种焊接缺陷)Fig.2 Diagrams for X-ray weld defect(various welding defects)
2.3 实验结果及分析
为验证算法的有效性,本文针对多组焊缝缺陷检测图像进行仿真实验,均获得了较好的实验结果。限于篇幅,本文只给出5 幅具有代表性图像的仿真结果,它们分别为横向裂纹缺陷图像、纵向裂纹缺陷图像、气孔缺陷图像、夹渣缺陷图像以及咬边缺陷图像。图3 为实验的仿真结果。
从图3 可以看到,本文算法获取到的分割结果,充分提取了焊缝检测图像中的缺陷细节信息,具有较好的视觉效果。对于圆形缺陷分割效果最佳,对边缘模糊、对比度低、背景变化较大的线形缺陷分割效果较好。受检测图像质量的影响,对于质量较低、噪声较多的线形缺陷图像分割效果有待提升。

图3 焊缝缺陷及其分割结果Fig.3 Weld defects and their segmentation results
利用图1 所提算法,对焊缝检测图像数据集内252 张焊缝图像进行了实验计算,计算结果的混淆矩阵(confusion matrix)如表1 所示。

表1 基于本文分割算法分割效果表Tab.1 Confusion matrix of combined defect segmentation algorithm
从客观评价指标上看,本文算法准确率达到82.9%,可以分割出大多数情况下的缺陷,这是在算法和参数完全无人工调整的情况下获得。
2.4 本文算法与其他算法对比
为了验证本文方法的优越性,从焊缝检测图像数据集中选取了40 张各种缺陷图像,分别采用本文方法与大津法(Otsu)和传统PCNN 图像分割算法进行对比。图4 给出了部分实验结果。

图4 不同算法的对比效果Fig.4 Comparison of partial detection results by different methods
由图4 可以看出,传统分割算法易受噪声的干扰,对于图片质量低的圆形缺陷可以粗略定位出感兴趣区域,缺陷内部细节缺失,边缘不清晰,无法完整地分割出缺陷,对于线形缺陷的定位不准确,分割效果差。本文方法得到的感兴趣区域定位准确,边缘清晰,噪声小,对于线形缺陷也具有很好的鲁棒性和适用性。
实验还与2 组参考文献中的算法进行对比,将参考文献[10]、[11]作为对比组,其中文献[10]首先应用Sobel 算子对焊缝图像进行处理,然后再利用Otsu对算法图像的ROI 区域进行分割。文献[11]应用Otsu 算法,确定目标与背景间最大方差,以此作为PCNN 网络初始阈值,再通过改进的PCNN 网络进行图像分割。对比结果如图5 所示。

图5 算法对比结果Fig.5 Algorithm comparison results
图5 中,对比了文献[10]、文献[11]中的相应图像处理结果,可以看出在图(b)、图(c)中,在图像质量欠佳的密集型圆形缺陷时无法获得理想的分割效果,对比图(d)分割效果较好,本文的方法要优于文献[10]和文献[11]的方法,具有更强的普适性,分割结果更理想。

图5 控制程序流程Fig.5 Flow chart of control program
考虑到无损检测图像具有对比度低、缺陷边缘模糊、噪声大等特点,且包含缺陷的区域通常仅在射线图像中占较小的面积。本文提出了一种新型缺陷分割算法,该算法结合了视觉显著性模型与PCNN网络,改善了传统分割算法的不足,充分利用了PCNN网络在图像分割的优势。从实验结果可以看出,该方法具有较强的普适性,对于各类缺陷的分割结果较好,但是对于具有较强噪声的线形缺陷的分割,本文方法得到的结果不是很理想,还需要进一步的研究。
猜你喜欢 射线神经元焊缝 基于焊缝余高对超声波探伤的影响分析建材发展导向(2021年6期)2021-06-09“直线、射线、线段”检测题中学生数理化·七年级数学人教版(2020年12期)2021-01-18TP347制氢转油线焊缝裂纹返修金属加工(热加工)(2020年12期)2020-02-06『直线、射线、线段』检测题中学生数理化·七年级数学人教版(2019年12期)2019-05-21焊缝跟踪遗传算法优化PID控制仿真研究制造技术与机床(2018年12期)2018-12-23跃动的神经元——波兰Brain Embassy联合办公现代装饰(2018年5期)2018-05-26赤石脂X-射线衍射指纹图谱中成药(2017年3期)2017-05-17机器人在轮辋焊缝打磨工艺中的应用制造业自动化(2017年2期)2017-03-20γ射线辐照改性聚丙烯的流变性能研究中国塑料(2016年9期)2016-06-13ERK1/2介导姜黄素抑制STS诱导神经元毒性损伤的作用中国生化药物杂志(2015年4期)2015-07-07推荐访问:算法 分割 图像