基于大规模定制平衡理论的制造企业向C2M转型的模式研究
来源:优秀文章 发布时间:2023-04-15 点击:
宋 新
(大连理工大学城市学院,辽宁 大连 116600)
随着互联网和数据智能技术的飞速发展,我们将迎来智能商业时代,“客户驱动,用户第一”已经成为企业运营的起点和基础。这个新的起点会从根本上将传统工业时代B2C模式转换成客户驱动的C2B模式。在供应链上一个环节接一个环节地倒逼企业,形成波浪式的传导,并最终形成整个社会的商业大变革,尤其是各类制造企业将面临向C2M模式的转型。因此,制造企业如何实现向C2B和C2M模式的转型,就成为行业研究的核心方向之一。
1.1 大规模定制平衡理论的由来
近年来,大规模定制成为了制造类企业极度关注的中心。2004年,McCarthy[1]介绍了大规模定制的目标、范围以及内容,并给出了大规模定制的不同定义和解释。2013年,Smith et al.[2]提出了大规模定制的目标、配置、集成技术、模块化设计技术、柔性制造系统和供应链管理方法。祁国宁 等[3]提出按客户订单分离点在生产过程中的位置不同,可将大规模定制分为按订单销售、按订单装配、按订单制造和按订单设计4类。基于国内外学者对大规模定制的研究理论,王建正 等[4]首次提出将大规模定制分为2个不同的过程,即大规模定制化和定制规模化。并将两者进行了对比分析:大规模定制化和定制规模化都具有相同的目的,既能通过零部件的模块化、通用化来实现规模经济优势,又能追求产品的个性化和多样化,满足顾客的定制化需求。但是在生产模式、技术方法、适用情况等方面存在一些差异。对于需要大规模生产方式的产品,应采用大规模定制化;
对于需要采用定制生产方式的产品,应采用定制规模化(见表1)。

表1 大规模定制化和定制规模化的主要区别
之后,市场中释放出未来以满足消费者个性化需求为导向的趋势越来越明显,很多制造类企业都面临着在满足定制需求和规模化生产两方面进行平衡的两难局面,王建正 等[5]再次提出了大规模定制平衡模型及策略(见图1),旨在帮助企业寻求大规模定制平衡点或平衡区域的理论支撑。
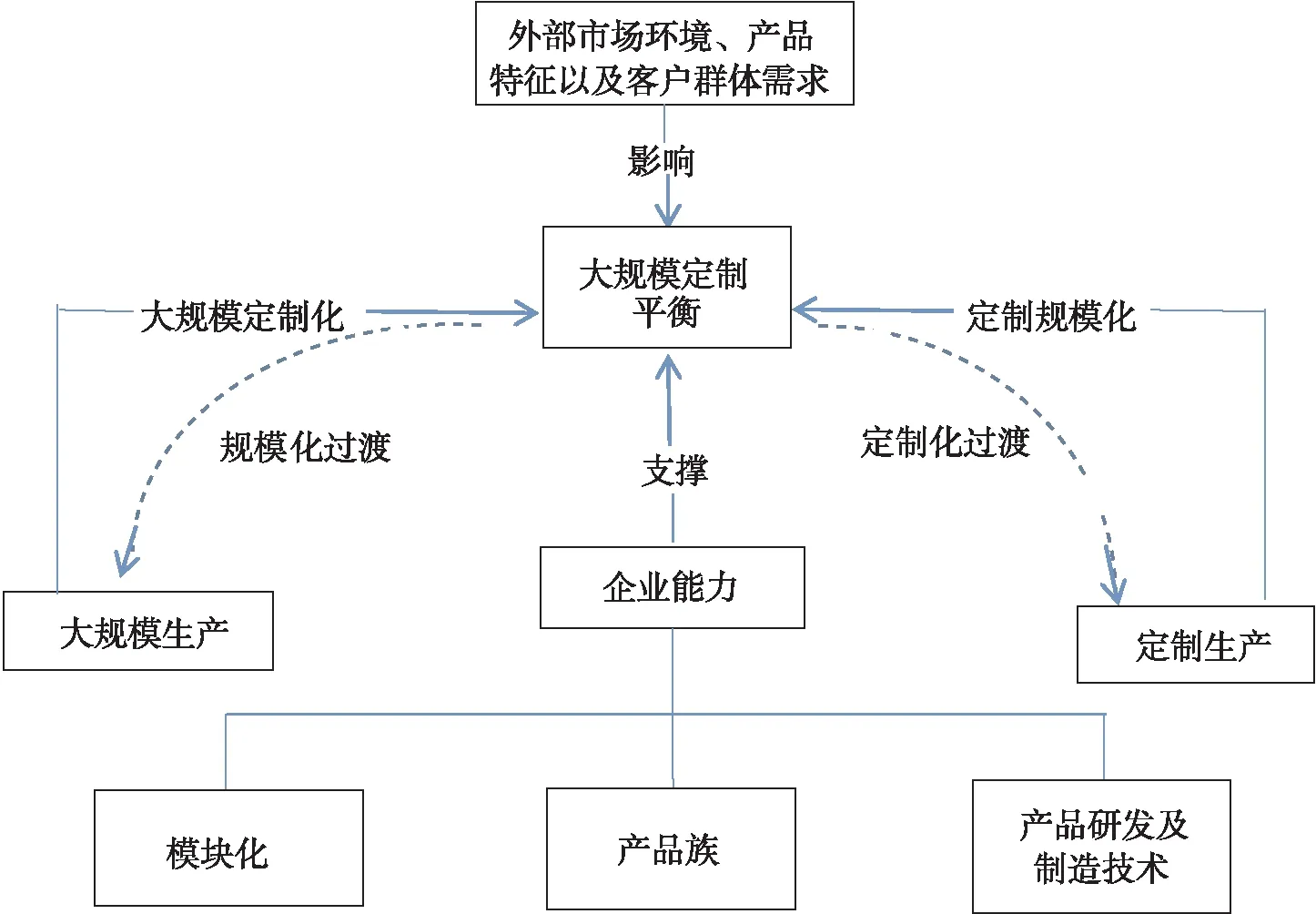
图1 大规模定制平衡模型及策略
1.2 大规模定制平衡理论的内容
大规模定制平衡理论指出,当市场环境发生变化时,原来达到的平衡点或平衡区域有可能会被打破,企业需要寻求新的大规模定制平衡点或平衡区域。产品特征及客户群体需求是大规模定制的主要因素,引导大规模定制调整的方向。企业可获得的资源、拥有的模块化和产品族等产品研发及制造技术等方面的能力水平是实施大规模定制的基石,对于实现大规模定制平衡起到绝对支撑作用。
1.3 大规模定制平衡模型及策略
本文基于供应链视角,对大规模定制平衡模型及策略的理解主要分为3个部分:第一,界定出几个核心术语的供应链表达,大规模生产指的是生产推动式,也叫按库存生产模式或者备货生产模式(Make-to-Stock,MTS);
大规模定制指的是将分界点设立在“组装”等工艺上的推拉式供应链,也可叫做按订单装配模式(Assembly-to-Order,ATO);
定制生产指的是供应链中的需求拉动式,属于按订单设计模式(Engineer-to-Order,ETO);
定制规模化指的是将分界点设立在“生产”环节上的推拉式供应链,也可叫作按订单制造模式(Make-to-Order,MTO)。第二,总结出由大规模生产和定制生产向大规模定制平衡区域演进的主要路径(见表2),处于平衡区域的合理模式主要有按订单装配模式(ATO)和按订单制造模式(MTO)。第三,制造企业要实现平衡区域转型,换言之,就是实现向按订单装配模式(ATO)或者按订单制造模式(MTO)转型的支撑条件主要有模块化、产品族和产品研发及制造技术。本文作者将重点研究后2个部分的内容,以期对制造企业实现向平衡区域转型的提供一定的借鉴。

表2 大规模定制化与定制规模化达到平衡的路径
2.1 大规模定制平衡区域的合理模式分类
大规模定制平衡区域的范围中包含2种合理模式:一是从大规模生产转型到大规模定制的按订单装配模式(Assembly-to-Order,ATO),其供应链的上游完成的是其产品通用型模块的批量生产,然后将通用型模块转化为个性化产品的“组装”工序,延迟到供应链的下游企业完成;
二是从定制生产转型到定制规模化的按订单制造模式(Make-to-Order,MTO),将顾客需求的个性化定制的思路贯彻到订单、研发和设计各个阶段,设计出多种独立模块或是通用型和定制型零部件,以寻求在满足消费者个性化需求的柔性化生产和规模化经济效益之间的平衡点。
2.2 两类模式的定制点分类解析
从供应链的理论来诠释的话,ATO模式和MTO模式都属于推拉式供应链模式,两者在权衡生产推动式和需求拉动式如何达到融合共赢的关键之处就在于推拉式的定制点的设立。这里,作者认为推拉式的定制点的设立要考虑2个层面的设定,即完成定制生产的“工艺”的选择和完成此工艺的“环节企业”。
2.2.1 按订单装配模式(ATO)的定制点分类2.2.1.1 定制点为 “组装+配送中心”
在工厂的下游企业(多为配送中心或分销中心)完成组装、装配等定制工艺的生产。这是典型的成品延迟策略,核心技术就是将产成品设计改造为通用型成品与个性化模块的组合,在工厂的生产线上获取通用型成品的规模化生产优势,将个性化模块分割出来并延迟到供应链的下游企业来完成,这样更贴近消费市场,反应更加迅速,便于渠道管理。例如DELL通过线上直销模式获取C端真实的个性化定制订单,然后通过其高效的信息处理系统将订单分解成多个拣选单,所对应的配件均在物流中心快速且准确地进行拣选、组装和包装,并以最快的速度送达消费者手中。因此,类似DELL的这种情况通常适合于定制程度和难度较低的产品和企业。虽然应用的也是C2M的原理,但是由于其定制化难度低,不需要在工厂里面完成,可以放到更贴近终端销售市场环节的企业进行,这样也使得其客户服务的时效性更高,满意度更高。
2.2.1.2 定制点为“模块的组合生产+工厂”
近些年来,这种模块组合定制模式是很多传统家电企业尝试C2B2M模式改变的主要形式,通常是指制造企业借助电商平台,为消费者提供几种功能型模块和外观模块,让消费者自由组配生成个性化产品订单,电商平台获取批量个性化订单后,再传递给制造企业完成批量的定制生产。例如TCL与京东联合推出的“任性调”定制空调,允许消费者对空调的外观、功能、遥控器等进行个性化定制,即可以从节能、杀菌、远程控制等22项功能中选择6项,4款面板中选择1款,定制自己的专属空调。虽然,此类形式的个性化程度相对较低,消费者只能在商家给定的范围内进行功能模块的排列组合而已,但是,电商平台的号召力和C2B2M的高级感还是吸引了大量的消费者青睐,制造企业从中也获得了很可观的规模效益。
2.2.2 按订单制造模式(MTO)的定制点分类
MTO模式的定制点都是在工厂里面完成个性化的定制生产,但是,深入细分后,可以分成2种不同的情况。
1)将定制化产品中的零部件细分为通用型零部件和定制型零部件,通过寻求通用型零部件在系列产品中的规模化生产优势,这种情况适合于定制化程度比较高的产品,比如大型起重机等,这类企业本身就属于C2M模式,通过转型争取更大的规模效用,降低企业定制化的成本。
2)将定制化产品进行模块化分割设计,再将N个模块进行组合配置完成柔性化生产,产生定制产品,非常匹配当下流行的C2M模式的发展。例如,松下自行车公司发现,对自行车进行油漆、部件安装、调试都是能在不同生产设备上进行生产的独立功能模块,于是就开发出一个非常柔性化的自行车架生产设备。公司还在零售商处安装了一个复杂的“松下订单系统”,此系统包含一个特制机器,可以测量顾客体重和身材、车架的合适尺寸、座位位置和横杆的长度,顾客也可以选择式样、颜色和各种部件,零售商处的信息可以实时传给工厂,3 min内计算机辅助设计系统就可以生成具体技术细节,信息会自动传到合适的模块,在那里完成生产过程,2周后,自行车就可以交付给顾客了。这种典型的C2M模式对C端个性化信息处理能力和生产线的柔性化生产能力的要求都很高,因此,企业会借助系列产品的思维方式,来提高全线产品的销量,并获取模块化生产的规模效应。
不难看出,制造企业向C2M转型的可行性主要有2种情况。
3.1 由传统大规模生产企业向C2M转型的C2B2M模式
实施这种C2B2M模式的关键条件是要选择领域中优秀成熟的B端企业,借助其信息平台的影响力和数据处理能力,来实现C端消费者对于多种模块的互动选择和组配,最终生成个性化订单,并将定制订单传送给M端工厂完成定制批量化生产。
目前,B端企业主要包括成熟零售电商平台和网络服务平台。除了上文中提到的京东与TCL的联手,阿里集团也曾包下了美的、九阳、苏泊尔等10个品牌的12条生产线,专为天猫提供小家电定制服务。值得一提的是,阿里在实现C2B2M的过程中所展现出来的大数据处理的能力和优势,阿里一方面通过旗下天猫所掌握的数据做出分析结果,去指导这些生产线的研发、设计、生产和定价;
另一方面,天猫还启动了数据共享计划,将收集到的行业数据,例如价格分布、关键属性、流量、成交量、消费者评价等分享给厂商,通过大数据来指导厂商研发、设计和生产,让更多的厂商受益于大数据的应用。
3.2 制造业创新C2M模式
实施这种C2M模式的关键条件在于模块化设计的复杂程度、柔性化生产能力以及大数据信息化处理能力。通常,如果提供给消费者的模块化选项越多,则意味着个性化越强,可以引入消费者参与设计等项目,延伸并放大模块化设计的发展空间,极大地提升其增值性。企业会借助系列产品的思维方式,来提高全线产品的销量,来获取模块化生产的规模效应。
以服装界C2M典范红领定制西服为例,红领以客户需求为驱动点,利用模块化思想,借助互联网平台为消费者提供了包括版型、款式、面料、花色和纽扣等100多个细节的选择,顾客可以通过红领自主研发专利量体工具和量体方法,在7 s内自动完成19个部位的22个尺寸的人体数据采集,同时对所提供的选项按自我喜好进行自由搭配组合,形成独一无二的订单。接着,这些个性化的定制信息将被传送到其RCMIM数据中心,形成西装的数字模型,由计算机完成打版,随后分解成一道道独立工序和相应的物料BOM,下达到流水线上的机器和工人,最终在工厂生产线上完成服装的定制化生产。红领的成功之处在于把互联网、物联网等信息技术融入到规模化生产中,实现流水线上的不同数据、规格、元素的灵活搭配、自由组合,从而在一条流水线上制造出灵活多变的个性化产品。当然,推动红领持续发展的是其在各项技术领域的不懈创新投入。红领旗下的酷特智能公司所建立了版型、款式、面料和BOM四大数据库,已达到百万万亿量级的数据,可以满足99.99%的人体个性化定制需求,同时,酷特智能还解决销售系统与生产系统自动智能化对接、转化的难题。此外,红领的生产线具备28道精心单独剪裁工序、238道精致缝制工序、32道立体整烫工序,近百项实用型生产设备申请国家专利,突破了上百个技术瓶颈。这些技术的研发和升级都是为了将定制化与规模化在服装柔性化生产领域达到完美的融合,值得许多企业借鉴和学习。
在传统制造企业向C2B2M和C2M模式转型的过程中,都有一个共同点,那就是需要有强大的数据处理能力的信息化平台的支撑。随着互联网和数据智能化的快速发展,这将为广大制造企业成功转型C2M模式提供更多的可能性和创新性。
猜你喜欢规模化模块化订单春节期间“订单蔬菜”走俏今日农业(2022年4期)2022-11-16益林中草药 初现规模化今日农业(2022年16期)2022-09-22模块化自主水下机器人开发与应用海洋信息技术与应用(2022年1期)2022-06-05新产品订单纷至沓来中国石油石化(2021年9期)2021-03-30模块化住宅现代装饰(2020年5期)2020-05-30规模化育肥羊场免疫程序的探讨兽医导刊(2019年1期)2019-02-21“最确切”的幸福观感——我们的致富订单当代陕西(2018年9期)2018-08-29规模化猪场暴发PED后的快速稳定策略猪业科学(2018年4期)2018-05-19ACP100模块化小型堆研发进展中国核电(2017年2期)2017-08-11模块化VS大型工厂流程工业(2017年4期)2017-06-21推荐访问:制造企业 转型 定制