固体超强酸C5/C6异构化催化剂RISO-C的开发及工业应用
来源:优秀文章 发布时间:2023-04-25 点击:
刘洪全,于中伟,张秋平,孙义兰,任坚强
(中石化石油化工科学研究院有限公司,北京 100083)
C5/C6异构化是将低辛烷值的C5、C6正构烷烃转化为具有较高辛烷值的异构烷烃的过程。异构化生成油具有硫含量低、不含芳烃和烯烃、研究法辛烷值(RON)与马达法辛烷值(MON)差值小(仅2.0左右)、密度低等特点,是车用汽油的重要调合组分,对改善汽油馏分辛烷值的分布,提高汽油的前端辛烷值,改善汽车的发动性能具有重要作用[1]。近年来,随着我国汽油升级步伐不断加快,C5/C6异构化作为一种生产清洁汽油调合组分的技术,重要性日益凸显。
异构化催化剂是C5/C6异构化技术的核心。传统的C5/C6异构化催化剂主要分为低温型和中温型两类。低温型异构化催化剂以氯化氧化铝为载体,负载贵金属铂,使用温度为100~150℃。由于烷烃异构化为放热反应,降低反应温度可提高正戊烷和正己烷的平衡转化率[2],因此低温型异构化催化剂上异构烷烃的单程收率较高,一次通过产品的RON可以达到82~84[3]。但此类催化剂对原料油杂质含量要求甚高,尤其对原料油中的水含量和硫含量有严格的限制,且由于必须通过大量注氯来维持催化剂的酸性功能,装置腐蚀风险高;
另外,催化剂价格高且不能再生,也限制了此类催化剂的广泛应用。中温型异构化催化剂以改性沸石为载体,负载贵金属铂或钯,使用温度为250~300℃[4]。此类催化剂对原料油中的水和硫等杂质含量要求不高,对装置无腐蚀,但由于热力学平衡的限制,异构化单程转化率较低,一次通过产品的RON通常为78~80。
针对低温型和中温型C5/C6异构化催化剂存在的不足,迫切需要开发异构化活性高且环境友好的新型C5/C6异构化催化剂。近年来研究发现,负载贵金属的固体超强酸催化剂不仅具有较强的酸性,而且具有对环境友好、容易制备与保存、易与反应产物分离及可反复再生使用等优点,尤其是在较低温度下具有很高的烷烃异构化活性,因而被认为是颇有前途的绿色环保型烷烃异构化催化剂[5]。但由于固体超强酸材料本身存在比表面积较低、酸中心易流失、氧化锆活性相热稳定性差等问题[6],研制高活性、高选择性、高稳定性和良好再生性能的固体超强酸C5/C6异构化催化剂充满挑战。
中石化石油化工科学研究院有限公司(简称石科院)从20世纪90年代开始开展固体超强酸C5/C6异构化催化剂及其应用工艺的研发工作。研究人员在深入剖析比表面积下降、活性组元流失、氧化锆活性相受热转晶本质原因的基础上,有针对性地开展了以下研究工作:①发明纳米级细晶粒氢氧化锆水热合成方法,大幅度提高催化剂的比表面积和热稳定性;
②创新催化剂制备工艺流程和条件,有效抑制活性组元流失;
③采用引入结构助剂的方法,进一步提高氧化锆的热稳定性,延迟氧化锆的转晶和烧结;
④引入改性组元,抑制裂解等副反应,改善催化剂的异构化选择性。综合上述一系列创新工作,开发出固体超强酸C5/C6异构化催化剂RISO-C[7],并开发出配套的催化剂再生技术[8]及独特的原料预处理技术[9],形成固体超强酸C5/C6异构化成套技术。以下主要介绍RISO-C催化剂的开发及首次工业应用情况。
1.1 试剂与原料
氧氯化锆(Zr OCl2·8 H2O),分析纯,购自北京伊诺凯科技有限公司;
氢氧化铝粉,纯度大于99.6%,购自Sasol公司;
氨水、浓硝酸和浓硫酸,均为分析纯,购自北京化学试剂公司;
氯铂酸,纯度大于99%,购自国药集团化学试剂有限公司;
催化剂评价所用的正戊烷和正己烷均为分析纯,购自北京化学试剂公司。
1.2 氢氧化锆合成
将一定量的ZrOCl2·8H2O溶解于去离子水,向其中滴加氨水,调节溶液p H,然后将所得沉淀物水热处理24 h,过滤,用去离子水洗涤,直至滤液用硝酸银检测不出Cl-,将滤饼放置于干燥箱中,120℃干燥24 h,然后研细,制得氢氧化锆粉末。
1.3 催化剂制备
称取一定量的氢氧化锆粉末,加入适量的硫酸、氯铂酸和去离子水,搅拌均匀,形成浆液。将制得的浆液在110℃下干燥24 h。取干燥产物研成细粉,按照烧残值将其与一定量的黏结剂和改性组元混合均匀,然后加入适量硝酸和去离子水进行混捏,将湿条在110℃下干燥24 h,并高温焙烧4 h,制得催化剂。
1.4 催化剂表征
催化剂的物相用日本理学公司生产的D/MAX-3A型X射线衍射(XRD)仪进行分析;
催化剂的组成采用日本理学公司生产的Rigaku 3271型X射线荧光光谱(XRF)仪测定;
催化剂上的硫含量和积炭量采用美国LECO公司生产的的CS-444型硫碳仪测定;
催化剂的BET比表面积和孔体积采用美国Micromeritics公司生产的ASAP2400型静态氮自动吸附仪测定;
催化剂形貌采用美国ISI公司生产的ISI-60A型扫描电子显微镜(SEM)进行观察,加速电压20 k V;
催化剂酸量在法国Setaram公司生产的Tian-Calvet型热流式量热仪上进行测定,催化剂先在450℃空气气氛中预处理,然后在150℃进行NH3吸附。
1.5 催化剂反应性能评价
采用10 m L固定床微反装置进行催化剂评价。反应评价装置主要由进料、反应、在线色谱分析、产物冷却收集4部分组成。催化剂评价操作步骤为:将高温焙烧后的固体超强酸C5/C6异构化催化剂快速装入反应器恒温段,装剂完毕后将反应器安装在微反装置上,用氮气对反应器进行置换后,用氢气将反应系统充压至反应压力,用可燃气体报警器对反应器及上下游管线、阀门进行气密测试。气密合格后,设定氢气流量和反应压力,待流量和压力稳定后,设定反应器加热炉目标温度,开始升温。升温1 h后开启进料泵,原料经计量泵送入反应器,进料量用电子秤利用减重法计量。反应产物采用安捷伦7890A型在线气相色谱仪进行分析,分析条件为:载气N2,PONA柱,FID检测器。进料后1 h开始采样,后续采样间隔1 h。反应数据处理方法如下:
2.1 氢氧化锆合成技术
氢氧化锆是制备固体超强酸催化剂的关键材料。氢氧化锆的晶粒尺寸、杂质含量等对固体超强酸催化剂的性能有重要影响[10]。经过多年研究,石科院开发了一种细晶粒氢氧化锆制备技术[11],就是在氢氧化锆合成过程中通过一定温度下的水热处理,显著减小固体超强酸催化剂中氧化锆的晶粒尺寸,从而提高催化剂的比表面积,进而提高催化剂的异构化性能。

图1 PSZ固体超强酸催化剂的XRD图谱
由图1可知,与PSZ-TC相比,水热法制备的催化剂中氧化锆四方晶相衍射峰的强度减弱,同时衍射峰变宽。从晶相来看,PSZ-TC样品中含有单斜相氧化锆,而由适当温度水热处理的氢氧化锆制备的催化剂中几乎不含单斜相氧化锆;
当水热处理温度超过基准温度时,制备的样品中出现单斜晶相,且随着水热温度进一步提高,单斜晶相氧化锆的衍射强度增强。
采用XRD图谱中2θ为30.4°处特征衍射峰数据,由Scherrer公式估算各催化剂中氧化锆的平均粒径,结果列于表1。由表1可以看出:水热处理明显减小了氧化锆的粒径,未经水热处理制备的催化剂中氧化锆的粒径约为23 nm,而由水热法制备的催化剂中氧化锆的平均粒径都小于13 nm;
随水热温度的提高,氧化锆平均粒径逐渐减小。

表1 催化剂中氧化锆的平均粒径
催化剂PSZ-TC和PSZ-H(基准+20)的SEM照片见图2。从图2可以看到,PSZ-TC中有一些大的氧化锆晶体,而PSZ-H(基准+20)主要是由小晶粒氧化锆构成的团聚体,这进一步验证了XRD表征结果。

图2 催化剂的SEM照片
对催化剂进行氮吸附-脱附表征和硫含量分析,并以正戊烷异构化为模型反应,在反应温度为150℃、反应压力为2.0 MPa、正戊烷质量空速为1.5 h-1、氢/烃摩尔比为2的条件下,考察催化剂的异构化性能,结果列于表2。

表2 催化剂的性质及活性
由表2可知,水热处理温度对催化剂比表面积和硫含量的影响较明显。随着水热处理温度的提高,催化剂的比表面积先增大后减小,以PSZ-H(基准)的比表面积最大,说明水热处理制备的催化剂的确具有较发达的孔结构。虽然当水热处理温度提高到(基准+20)℃后,催化剂比表面积开始减小,但仍然大于PSZ-TC的比表面积。
催化剂硫含量和催化剂的比表面积与其表面羟基的密度有关。水热处理虽然提高了催化剂的比表面积,但催化剂的硫含量并未等比例提高,说明水热处理降低了催化剂表面羟基的密度。对于PSZ-H(基准+40)和PSZ-H(基准+60),由于其比表面积的增幅小于表面羟基密度减少的幅度,故其硫含量下降。从表2还可以看出,在水热处理温度高于(基准+20)℃制备的催化剂作用下,正戊烷的异构化率均大于78%,非常接近正戊烷在150℃的平衡转化率(76.1%)[2]。因此,催化剂 RISO-C开发时采用温度为(基准+20)℃对氢氧化锆进行水热处理。
2.2 催化剂制备技术
在氧化锆的两种晶相中,四方相为介稳晶相,在经历高温时,会转变为热力学更加稳定的单斜相。在催化剂中,氧化锆为四方晶相时,催化剂酸性强,异构化性能优异;
而为单斜相时,催化剂活性较低。采用水热法虽然可以合成高纯的四方相氧化锆,但在催化剂制备和使用过程中需经历高温,四方相氧化锆易转变为单斜相,导致催化剂性能下降。这就需要采取有效策略稳定四方相氧化锆,从而保持催化剂的高活性。在固体超强酸催化剂制备研究中发现,在固体超强酸中引入适量Al2O3,不但可以解决催化剂成型问题,还可以使催化剂的活性和稳定性显著提高。

表3 氧化铝引入量对固体超强酸催化剂性能的影响
以NH3为探针分子,通过微量热法测定NH3在硫酸化氧化锆催化剂上的吸附量和吸附热,可表征此类催化剂的酸强度和酸中心数目[12]。通常吸附热大于140 kJ/mol为强酸位,在125~140 kJ/mol之间为中强酸位,在80~125 kJ/mol之间为弱酸位[13]。制备不同氧化铝含量的催化剂(依次记作PSZ-2,PSZ-4,PSZ-5),通过微量热法考察氧化铝引入量对催化剂酸性的影响,结果列于表4。
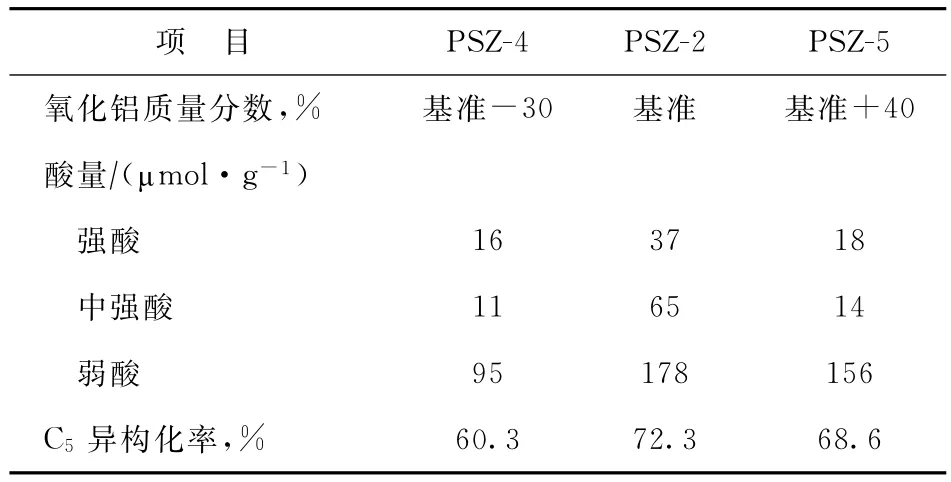
表4 氧化铝引入量对固体超强酸催化剂酸量分布的影响
从表4可以看出:氧化铝的引入对催化剂的酸强度分布影响显著,当氧化铝质量分数从(基准-30)%提高到基准时,催化剂的酸强度和酸量都有大幅度提高,特别是中强酸酸量增加幅度最大;
进一步提高氧化铝质量分数至(基准+40)%时,所得PSZ-5中氧化锆的含量已较低,但酸量仍高于PSZ-4,证明氧化铝的引入增加了单位质量氧化锆所提供的酸中心数目,从而使催化剂的异构化活性显著提高。因此,催化剂RISO-C开发时引入质量分数为基准的氧化铝对催化剂进行改性。
2.3 RISO-C的稳定性

图3 RISO-C的稳定性评价试验结果

表5 RISO-C的稳定性评价试验结果
图3和表5表明,经过1 600 h连续反应,C5异构化率始终高于70%,C6异构化率高于85%,裂解反应选择性(C1~C4产率)低于3%,异构化汽油RON高于82,表明本课题开发的固体超强酸催化剂稳定性良好。反应后催化剂中硫质量分数为2.0%,与新鲜催化剂中硫质量分数(2.1%)十分接近,说明长时间反应后催化剂表面负载的硫酸根没有明显流失迹象,表现出较好的结构稳定性。
2.4 RISO-C的再生性能
固体超强酸催化剂在反应过程中失活的原因主要有以下两种:一种是催化剂表面吸附原料中的微量水,导致活性下降;
另一种是催化剂表面积炭失活。
2.4.1 吸水失活催化剂的再生
对于因吸附原料中的水而失活的催化剂,开发了切换干燥原料油、投用循环氢气脱水的再生方法。具体做法为,控制干燥原料油中水质量分数小于3μg/g,循环氢中水体积分数小于3μL/L,反应器温度200~220℃。试验考察了原料中水质量分数为5~30μg/g范围内失活催化剂经再生后的活性恢复情况,结果见表6。催化剂评价条件为:反应温度190℃,反应压力1.6 MPa,原料质量空速2.0 h-1,氢/油摩尔比2.0。

表6 吸水失活催化剂的再生试验结果
从表6可以看出:当原料中水质量分数小于10μg/g时,催化剂因吸水导致的活性下降幅度很小,且当换用干燥原料油和氢气后,其活性可恢复到失活前的水平;
而当原料中水质量分数达到20~30μg/g时,催化剂因吸水导致的失活比较严重,此时即使改用干燥原料,活性也无法完全恢复。
2.4.2 积炭失活催化剂的再生
对于长周期运转后因积炭而失活的催化剂,采用烧焦的方法进行再生。在恒定的压力、气剂比和再生时间下,改变再生温度和载气中氧含量进行再生试验,结果见表7。其中失活催化剂的碳质量分数为1.52%,硫质量分数为1.54%。从表7可知,采用工况3或工况4进行催化剂再生,再生催化剂的硫含量与新鲜催化剂相当,没有硫流失迹象,催化剂活性基本恢复,表明在合适的再生条件下催化剂具有良好的再生性能,具备工业应用的条件。
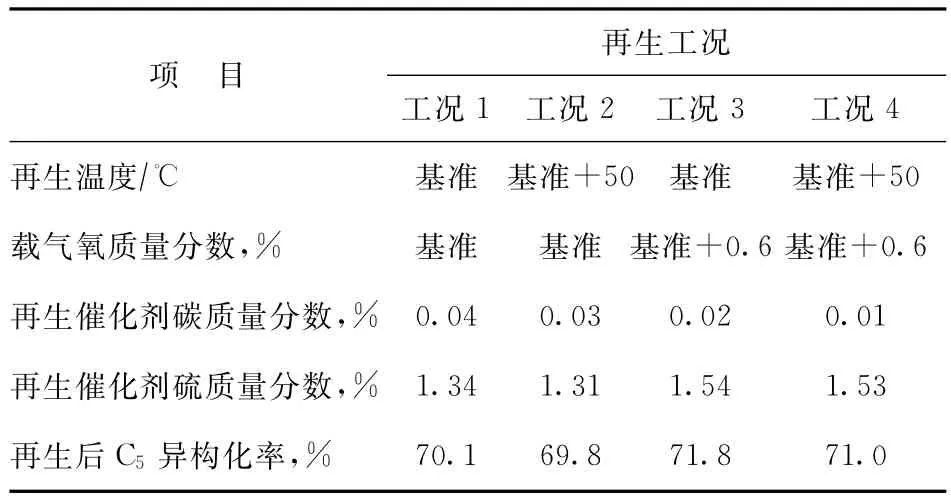
表7 积炭失活催化剂的再生结果
3.1 装置的改造和开工
中国石化湛江东兴石油化工有限公司(简称湛江东兴公司)已建有一套180 kt/a的C5/C6异构化装置。装置原采用石科院开发的中温沸石型C5/C6异构化催化剂RISO-B,反应温度较高(260℃左右),一次通过异构化汽油产品的RON只能达到80。为应对汽油质量升级的需求,需要将异构化汽油的RON提高到85以上,为此该公司决定将异构化催化剂更换为石科院新开发的固体超强酸C5/C6异构化催化剂 RISO-C[15]。为了适应固体超强酸异构化催化剂的使用要求,需要对现有异构化装置进行必要的改造,主要是增加异构化原料及循环氢系统的分子筛干燥系统,目的是满足异构化原料中水质量分数低于5μg/g、循环氢中水体积分数低于5μL/L的控制指标,保证催化剂使用效果。改造建成了国内首套固体超强酸C5/C6异构化装置,其工艺流程见图4。
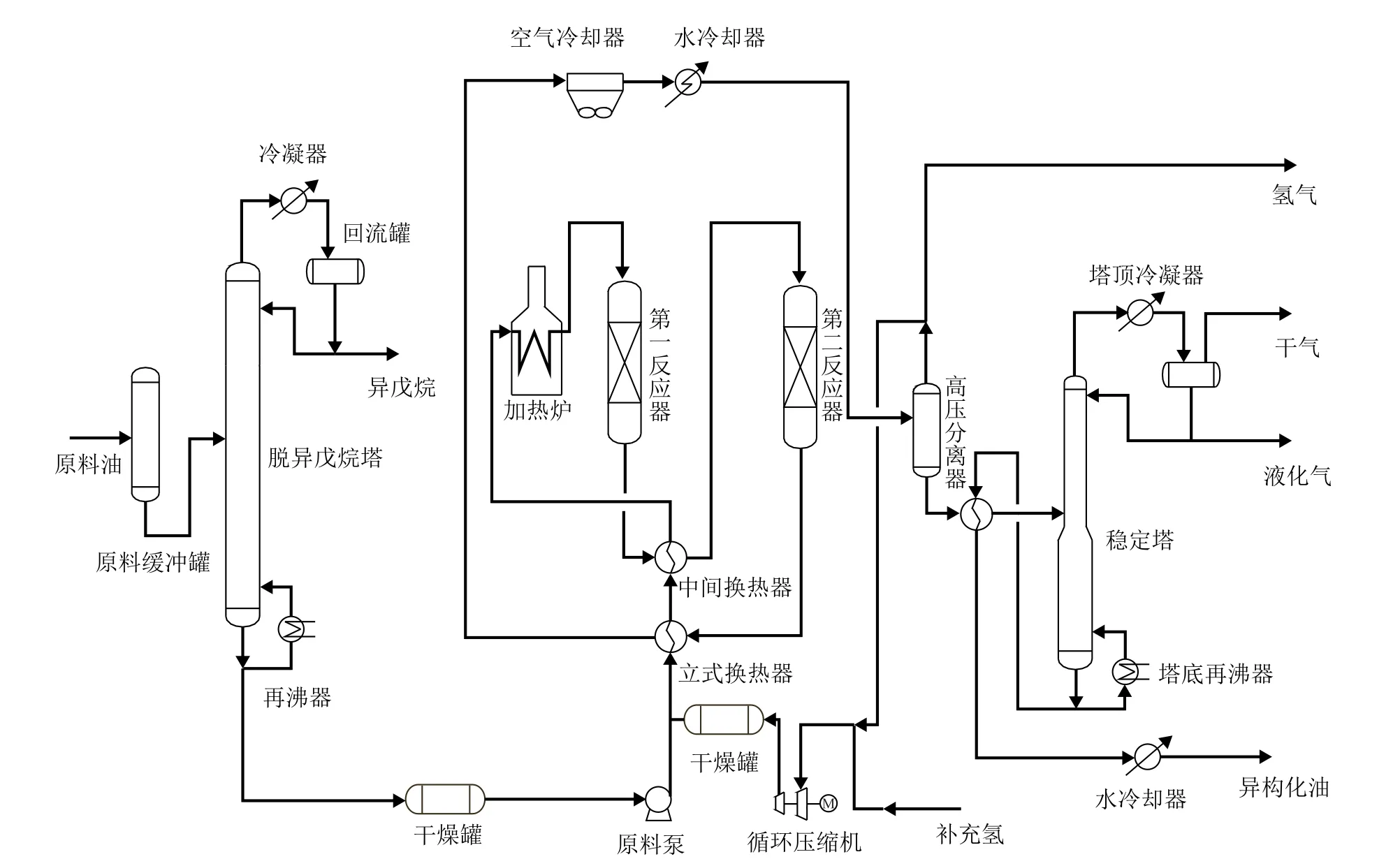
图4 固体超强酸C5/C6异构化装置的工艺流程
2016年1月完成RISO-C的装剂及活化工作,1月24日装置正式进油开工,反应器入口温度160℃,反应器出口温度190~195℃,装置进料量14~15 t/h,脱异戊烷后反应进料量12~13 t/h。原料油水质量分数控制在0.5μg/g左右,循环氢水体积分数控制在2μL/L左右,均达到了控制指标要求。异构化装置原料为催化重整拔头油,异构化原料和稳定汽油的组成及反应结果见表8。由表8可以看出,反应后C5、C6异构化率分别为74.5%和85.1%,异构化稳定汽油的RON为85.3,均达到了装置改造的预定目标,说明装置开车一次成功。

表8 原料和异构化稳定汽油的组成及反应结果
3.2 装置标定
装置于2017年1月11—13日进行了标定。1月11日主要进行工艺调整,1月12日和13日两天进行了正式标定。标定期间的原料组成见表9,补充氢组成见表10。由表9可知,异构化装置在设计时采用了较轻的原料,液化气和C5含量较高,而实际标定期间加工的原料相对偏重,C5减少,C6增加,会导致异构化产品辛烷值低于预期。从表10可知,标定期间采用的补充氢纯度(φ)为98.81%,水含量较低,可以满足异构化工艺的要求。

表9 标定期间的原料组成

表10 标定期间的补充氢组成
标定期间装置的主要操作条件见表11。从表11可以看出,此次标定达到满负荷工况,装置进料量为21.5 t/h左右,折算为装置处理量达到180 kt/a,脱异戊烷后的反应进料量达到17.2 t/h,反应质量空速为1.26 h-1,除高压分离器压力由1.8 MPa降至1.5 MPa外,其余工艺条件均达到设计条件。

表11 标定期间反应及分馏部分主要工艺条件
标定期间连续两天采样的异构化稳定汽油的组成和性质测定结果见表12。由表12可知,标定期间异构化稳定汽油的RON均为85.0,达到了RON不低于85的预定目标。

表12 标定期间异构化稳定汽油的组成和性质
装置物料平衡标定结果见表13。表13数据表明,标定工况下的氢气消耗(w)为0.28%,此时的干气产率为0.34%,液化气收率为5.88%,异构化产品收率为94.06%,扣除异构化原料中所含4.40%的液化气(表9中丙烷、异丁烷、正丁烷),稳定汽油收率为98.46%。

表13 标定期间装置的物料平衡
3.3 装置改造前后运行效果对比
将采用RISO-C的装置标定结果与改造前使用中温沸石型C5/C6异构化催化剂RISO-B的标定结果进行对比,结果列于表14。由表14可知,采用RISO-C催化剂后,反应温度下降90℃,在进料空速和液体收率相当的条件下,异构化稳定汽油RON从80.2提高至85.0,技术效果提升显著。

表14 装置改造前后运行效果对比
(1)开发出了固体超强酸C5/C6异构化催化剂RISO-C,该催化剂具有较强的C5/C6异构化活性和稳定性,结合专用的催化剂再生技术,催化剂再生性能优异。
(2)国内首套固体超强酸C5/C6异构化装置的工业应用结果表明,以催化重整拔头油为原料,使用RISO-C催化剂,在反应器入口温度为170℃、气液高压分离器压力为1.5 MPa、进料质量空速为1.26 h-1、氢/油摩尔比为1.95的反应条件下,装置一次通过反应的C5异构化率大于70%、C6异构化率大于85%、异构化稳定汽油RON达85,催化剂具有广阔的应用前景。
猜你喜欢异构化氧化锆标定使用朗仁H6 Pro标定北汽绅宝转向角传感器汽车维修与保养(2020年11期)2020-06-09高苯原料油烷烃异构化的MAX-ISOM技术石油石化绿色低碳(2019年6期)2019-01-14氧化锆陶瓷及其制备方法佛山陶瓷(2017年7期)2017-09-06基于匀速率26位置法的iIMU-FSAS光纤陀螺仪标定中国惯性技术学报(2017年1期)2017-06-09船载高精度星敏感器安装角的标定光学精密工程(2016年3期)2016-11-07氧化锆的表面处理与粘接中华老年口腔医学杂志(2016年5期)2016-03-01低碳烯烃异构化/芳构化反应机理研究进展化工进展(2015年3期)2015-11-11芳烃二甲苯异构化反应过程动态模拟华东理工大学学报(自然科学版)(2015年3期)2015-11-07氧化锆全瓷修复体崩瓷原因分析西南军医(2015年2期)2015-01-22基于Harris-张正友平面标定法的摄像机标定算法西安建筑科技大学学报(自然科学版)(2014年6期)2014-11-10推荐访问:强酸 催化剂 固体推荐文章
- 2018年江西赣州市医疗急救中心招聘编外人员公告:赣州市医疗急救中心
- 升学宴策划活动方案|2018升学宴活动方案
- 小学六一游园活动总结 [小学六一游园活动策划]
- 2018年中国工商银行广东分行暑期实习生招聘岗位、报名时间:2018中国工商银行广西分行春招
- 澳洲留学八大名校排名申请条件_澳洲留学奖学金申请条件及时间
- [调工商档案介绍信范文] 工商档案查询介绍信
- 加拿大亲属移民政策最新更新|加拿大亲属移民条件
- 初一下册语文练习册答案人教版2018 2018人教版语文练习册答案
- 贵州贵阳房价2018 2018年贵州贵阳中医学院第二附属医院招聘方案
- 【2018广东省湛江市赤坎区审计局招聘公告】2018湛江市赤坎区教师招聘