支架铸钢件分散缩孔缺陷及消除措施
来源:优秀文章 发布时间:2023-01-23 点击:
周校进,刘宏勋,张庆行
(河北丰维机械制造有限公司,河北邢台 054500)
在铸钢件生产过程中,内部缩孔为常见的铸造缺陷之一。缩孔多分布在铸钢件上部或断面较厚的热节处等最后凝固的地方,在晶粒边界上和树枝状晶的枝晶内。消除缺陷的方案就是采取各种工艺措施,促使铸件按一定的顺序凝固,设法使铸件在体收缩时及时得到合金液体补缩。以我公司最近生产的一款铸钢件为例,讨论解决支架类铸钢件内部缩孔方法。
1.1 产品基本情况
支架类铸钢件,材质:ZG310-570,单重:12.8kg,结构特点:支架结构,分散热节多,难补缩,支架铸钢件结构见图1。支架类铸钢件属于多热节结构,铸造工艺采用覆膜砂壳型,补缩冒口和冷铁放置多受限制,不能按常规方法设置,需要综合考虑、组合使用。
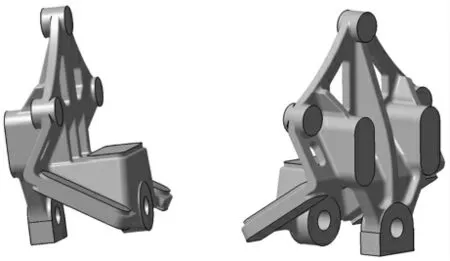
图1 支架铸钢件结构图
1.2 铸造工艺设计
支架铸钢件采用覆膜砂壳型生产,铸造工艺设计采用立式浇注,由于铸件单重轻,做成一组两件,从两厚大凸台处浇注,同时靠立浇道补缩;
4个凸台上铸出孔,减小缩松倾向;
上部长条厚大部位,放置补缩冒口;
下部长条厚大部位放置外冷铁,以消除缩孔、缩松。支架铸钢件铸造工艺设计三维图见图2。

图2 支架铸钢件铸造工艺设计三维图
1.3 切割检验
支架铸钢件浇注后,进行了切割解剖,从剖切结果看,铸件虽然采取工艺措施,但内部还有多处存在缩孔、缩松。支架铸钢件解剖后缩孔、缩松缺陷照片见图3。

图3 支架铸钢件解剖后缩孔、缩松缺陷
2.1 工艺措施
(1)支架铸钢件长台上冒口原放置在中间,但缩孔在里侧端,故将冒口向里端加长。
(2)支架铸钢件铸孔周围虽没有缩孔,但在不远的热节处仍有缩松。铸孔处不能再加大,又无法放置补缩冒口,考虑使用外冷铁,把铸孔的砂芯换成圆钢,增加激冷效果。
(3)支架铸钢件内部热节处出现大的缩孔,由于覆膜砂制壳,外置冷铁无法放置,补缩冒口也不好放置。经过多次结合型壳结构,发现可以利用型壳外壁内腔,增加堵头,形成暗补缩冒口。经过磨制补缩通道,修整暗冒口形状,粘贴堵头,形成了完好的暗冒口。支架铸钢件铸造工艺改进设计后的三维图见图4。

图4 支架铸钢件铸造工艺改进设计后的三维图
2.2 生产验证
改进后的支架铸钢件进行了生产验证,通过超声波和切割检验,没发现支架铸钢件内部有缩孔、缩松现象,说明产品合格,改进工艺措施有效。支架铸钢件解剖后的照片(无缺陷)见图5。

图5 支架铸钢件铸造工艺改进设计后的解剖图
铸钢件出现缩孔缩松缺陷比较常见,掌握铸钢件收缩率大的特性,认真考虑补缩,掌握凝固顺序,根据具体产品、具体部位,采取对应工艺措施,可以消除或者最大限度地减少不希望出现的缺陷。
猜你喜欢 冒口缩孔铸件 铸件美容师工友(2022年7期)2022-07-23大型柴油机机体铸件损伤缺陷分析与控制铸造设备与工艺(2022年1期)2022-04-26某U 型结构铸铁件浇注系统设计对缩孔的影响及改善铸造设备与工艺(2021年2期)2021-06-08梯度冒口在高碳钢轧辊铸件生产中的应用大型铸锻件(2021年3期)2021-04-30小型批量球铁件的生产工艺优化改进铸造设备与工艺(2021年1期)2021-04-21外加电磁场作用下铸锭冒口凝固过程数值模拟研究燕山大学学报(2021年2期)2021-04-12保温帽结构对钢锭质量的影响研究大型铸锻件(2021年2期)2021-03-13呋喃树脂砂铸件技术分析及改造研究科技视界(2020年26期)2020-09-24浅谈铸铁件中气缩孔的检验和识别汽车实用技术(2019年20期)2019-11-06汽车电泳漆膜的缩孔与针孔表面工程与再制造(2019年3期)2019-09-18推荐访问:缩孔 支架 分散