市政供水PE管道热熔连接关键技术及质量控制
来源:优秀文章 发布时间:2023-01-21 点击:
游小鹭
(福建省新越建工有限公司,福建 龙岩 364000)
PE 管是当前市政给水工程常用的管材,该类管材相比于传统铸铁管、镀锌管等具有明显的优势,主要表现为抗腐蚀性优良、无毒无害,更大程度上保证了供水水质卫生;
优良的易加工性,质量轻、方便搬运,提升施工效率;
强度高,韧性好,具有很长的使用寿命,能有效降低后期维护成本[1-2]。PE 管逐渐替代了很多传统给水管,在市政管道工程中的应用越来越多。但是,PE管道的安装过程中热熔连接的质量问题较为普遍。因此,研究PE 管道安装的连接施工技术具有很好的工程应用价值。
PE 管道系统的热熔连接方式有热熔承插连接和热熔对接。其热熔原理是利用聚乙烯在200℃左右的温度下被融化后,变成柔软且高弹性的状态,大分子开始发生相对运动,此时通过施加一定压力可以使其变形持续增加,待外力解除后,产生不可逆的塑性变形,并且冷却后保持变形后的状态,综合性能不受影响[3]。
热熔承插连接适用于直径比较小的管材(直径在DN63mm 以下),因为直径小的管材、管件管壁较薄,截面较小,采用热熔对接不易保证质量。热熔连接是将两根PE 管道的接合面紧贴在热熔对焊机上加热,使其平整的端面熔融,移走加热工具后,将两个熔融的端面紧靠在一起,在压力的作用下保持到接头冷却,使之成为一个整体[4]。热熔连接适用于对接直径比较大的管材管件,比承插连接用料省、易制造[5],并且,在熔接前切去氧化表面层,熔接压力可以控制,质量较易保证。热熔连接的施工工艺如图1所示。

图1 PE管道热熔连接工艺
2.1 工程概况
该工程为连城县莒溪镇集镇供水改扩建项目,主要对莒溪集镇区的给水管道进行改造,工程概况如表1所示。

表1 PE管道建设项目概况
工程的给水管道施工安装总长为1922m,其中PE管道长度1888m。本工程的PE 管采用埋地敷设,管径在150~200mm,采用热熔连接,工程施工质量等级要求为合格。
2.2 PE管热熔施工要点及质量控制举措
2.2.1 做好技术准备工作
为了能够切实发挥PE 管热熔施工技术的作用,该工程项目从准备工作入手进行优化,配合全过程控制调试电焊机,确保对接电焊机工作正常。在平整场地过程中,预先排除范围内存在的大块土石,确保管道平顺,并做好防风防尘工作,配合临时挡风设施,要求在大风扬尘天气停止作业。施工过程中,用洁净布擦拭管道接口及附近区域,确保整洁无杂质,并提前做焊接试验,确定焊接工艺参数,并严格遵照参数执行既定工作,必要时根据天气、环境、温度等变化对其做适当调整[6]。
(1)加热温度参数的确定
该项目在准备工作中,多次进行各施工段的现场试验得到标准信息数据,发现PE 管热熔温度<210℃时,管道的黏流性还没有达到最佳状态,增加时间其连接质量也难以达标;
且当温度>230℃时候,材料将会发生氧化破坏,因材料发生变质难以符合工程要求。以A0+000~A0+540 段为例,案例工程预先确定了PE管材,最佳焊接温度设定为210~230℃,此温度下材料会处于黏流状态,且可以熔融流动,大分子之间可以互相扩散缠绕,形成最佳连接效果,切实提高整体施工质量[7]。
(2)加热与冷却时间的确定
要保证PE 管热熔施工质量,必须预先确认加热时间,使温度能够均匀传递到焊接面,为了保持最佳的焊接温度,加热时间取10×壁厚(mm)s,且由于聚合物材料的导热性差,需着重开展结晶降温工作,降温时间在1.15~1.33×壁厚(mm)min,在一定的压力下冷却,避免焊接端面有缩孔,需要注意的是:如果环境温度>25℃时,每升高1℃降温时间延长1min;
在<5℃时每下降1℃降温时间减少1min,以保证施工质量。
(3)压力的确定
熔融对接压力,是垂直作用于两个对接面上的压力,案例工程项目根据实际施工的材质、自然环境情况,结合焊机使用说明书,对各项参数按照下式计算:

式中:P——焊接压力,MPa;
K——材料压力系数;
S1——管截面积;
S2——油缸活塞总有效面积。
在此过程中需要考虑到执行中牵引所需压力,并结合所获取的信息进行调整,切实提高PE 管热熔施工质量。
2.2.2 管材的紧固夹持与铣削
案例工程项目将需焊接的PE 管件预先固定在对接焊机上,按管材尺寸使用夹具,连接件的轴线顺直度确保在同一轴线上,并将管材置于机架卡瓦内,将两端的长度控制在25~30mm 范围。端面用铣刀刨光时要先开启铣刀,让铣刀高速转动,再将进给手轮缓缓转动;
对于需要连续铣削的,要将铣刀盘先行撤出,调节夹具的松紧程度使对接件顺直。在实际铣削过程中,给两段管材施加压力使二者逐步靠近,待铣刀将两端口均有连续均匀的屑渣排出,现场观察对接端面的光滑度、平整度和垂直度是否满足要求,如果满足即可停止施压,待铣刀停止工作,再退出活动架,最后清理端口,确保整洁。
2.2.3 加热管端并对接
测量拖拉力(移动夹具的摩擦阻力)是PE 热熔施工的重要组成部分,为了能够规避质量问题,着重关注加热管对接相关工作,在确认标准后给出压力阈值,并检查加热板温度是否达标。在实际操作过程中,如加热板温度达到设定值(210~230℃)则放入机架,使管端面与加热板之间刚好保持接触,在两侧最小卷边达到规定宽度时进行预热,完成后建立对接焊的熔融环,从而有效消除管端面存留的微小间隙。时间达到规范和设计要求后,退开活动架,迅速取出加热板,然后合拢两管端,其切换时间应尽可能短,冷却到规定的时间后松开卡瓦,取出连接完成的PE 管材以及加热板,迅速启动油泵压力接合两管材加热面,并升压至熔接压力保压冷却。
2.2.4 冷却接口
在完成PE 管热熔对接后,让接口自然冷却,DN110 以下小口径的对接冷却时间≥20min;
DN110 以上口径的对接需冷却30min 以上,其他标准参数则作为冷却要求的补充标准。
2.2.5 施工质量检查
在冷却到规定时间后,打开夹具并从机架上移开管材,观察卷边判定连接质量,对熔融接合口的外观进行检查,对口热熔环向高度、宽度成形应均匀、美观,其高度、宽度应适宜,检查合格可证明连接完成。
2.3 PE管道热熔连接施工质量问题及对策
PE 给水管施工必须遵循热熔对接焊机的操作说明进行操作,需严格确定管道的热熔时间、冷却时间、焊接温度。该工程管道施工中出现了一些热熔连接质量问题,现就其原因进行分析并介绍处理对策。
2.3.1 焊道两边高度不一致,接口错位
管道连接偏离轴线、焊接的错口或缝隙等质量问题容易发生于管道夹持阶段。主要原因有几点:管材没有对中或者沟槽不平整,发生了偏移;
焊道两侧的管材加热时间和温度存在差异;
管材的材质不一致;
外界环境的影响,如大风。
为了有效规避问题的发生,案例工程预先控制好接口处的对接缝隙和错位量,检查合拢两端口是否对齐,且要求管材两端的错位量不应超过管壁厚的10%或 1mm 中的较大值[5]。在 A1+300~A1+922 段发现部分PE 管热熔不满足上述要求后,进行再次铣削,直到满足上述要求。而针对沟槽不太平整问题,用垫块将管材机架以外的管身垫起,使管材轴线与机架中心线处于同一高度,控制加热板温度数值的一致性,后续施工则注意天气、温度因素的影响,要求不在大风天气下进行施工。
2.3.2 局部不卷边或卷边不对称
焊接端面沿PE 管圆周平滑对称的卷边且卷边最低处的深度不应低于管材表面,被视为合格的PE 管卷边。不对称的卷边则为不合格。不对称的卷边原因主要有以下几点:铣刀切削不平整,造成缝隙宽度不一致,甚至出现较大缝隙;
加热加压的时间短;
吸热时间不够或机架行程不够导致卷边太小;
加热板表面没有清理或者屈曲,没有和管道断面完全接触。
处理对策:预先固定好铣刀,要保证铣刀不得变形、晃动并且足够锋利,钝刀必须更换;
适当延长加压时间,控制到产生最小卷边高度;
清理修整加热板,有明显变形的要更换新板。
2.3.3 焊道窄且高或者假焊
焊道过窄的主要原因是热熔连接时没有控制好对接压力和加热时间,还有可能是加热板过热,三者中有一个指标过高都容易导致。为此降低对接压力、缩短加热时间和控制好加热板温度,控制对碰速度,要求缓慢而且匀速,避免融合不够充分而虚焊。
2.3.4 杂物粘附在接头处,造成接头渗水
在实际施工中发现,A0+892~A1+020 段某处热熔接口在闭水试验时存在渗水的情况,仔细勘察发现接口处有颗粒状鼓起,切开发现有细沙和纤维,说明施工过程中没有把接头清理干净,或者是防风措施没做好,被风吹附着在正在融合的接口处。针对这种情况,只能将该处接口重新返工。
通过对以上问题的分析,综合考虑连接材料的性能、切削工艺、温度控制和环境条件等因素,对PE 管道热熔做好切削确保断面平整,对接过程中控制好温度、时间、压力3个参数,保证热熔连接施工质量。PE 管热熔现场见图2所示。
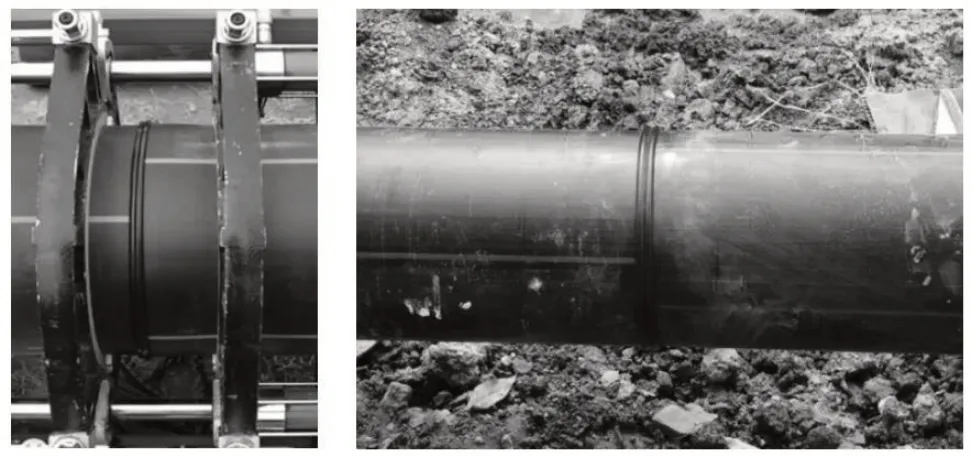
图2 现场热熔连接接头实景
2.4 热熔连接质量检验
根据规范要求的检验项目进行实测,表2 的数据表明该工程连接施工质量已符合相关要求。

表2 热熔连接质量检验结果
综上所述,PE 管具有抗腐蚀性好、易于加工、强度高且耐久等优势,在市政给水工程中应用广泛。工程中PE 管热熔接口存在焊道两边高度不一致甚至错位问题、局部卷边问题、焊道窄且高或者假焊、杂物粘附带来的质量问题等,这与热熔连接施工工艺技术应用水平有关。实践表明,热熔连接必须要综合考虑连接材料的性能、切削工艺、温度控制和环境条件等因素,只有全面把握影响质量的因素,采取针对性的施工对策,才能保证热熔连接施工质量。
猜你喜欢 热熔铣刀端面 热熔防腐层内置钢网的钢管钢管(2022年2期)2022-11-28印制电路板制造中磁力线热熔工艺研究印制电路信息(2022年8期)2022-09-21木工榫槽机柄铣刀运动力学特性分析林业机械与木工设备(2022年4期)2022-05-08压铸铝合金用铣刀表面微织构及切削特性研究上海交通大学学报(2021年6期)2021-06-29PP/PET皮芯型热熔单丝纺丝成型工艺研究纺织报告(2020年10期)2021-01-19一种采暖散热器的散热管安装改进结构中国建筑金属结构(2018年6期)2018-08-31动物指偶幼儿教育·父母孩子版(2016年6期)2016-11-15旋转抛物面型铣刀切削刃曲线建模哈尔滨理工大学学报(2016年2期)2016-09-12基于凸肩冲头冲压的凸肩高度与扩孔性关系汽车文摘(2015年5期)2015-12-16无缝焊接铣刀在PCB机加工中的应用印制电路信息(2012年8期)2012-05-31推荐访问:质量控制 供水 关键技术