LXC-866MD型胶辊纺纱实践
来源:实践技能 发布时间:2022-12-10 点击:
王志方,张 凯,侯英华,高广远
(德州恒丰集团 夏津仁和纺织科技有限公司,山东 德州 253200)
LXC-866MD型胶辊为铝衬管胶辊,邵尔A硬度为66度~67度,采用氢化丁腈橡胶生产,弹性优良,表面滑爽、摩擦因数低,抗污渍、抗静电性好,不喷霜且便于磨砺;
相较同硬度产品,拉伸强度是其的2倍,伸长率提高80%,表面耐磨性提高20%[1]。该胶辊能够满足不同纤维品种的纺纱质量要求和抗缠绕要求,特别适纺纯棉、纯涤11.66 tex纱,尤其纺9.72 tex以下的粘胶、天丝、莫代尔、差别化纤维、涤棉、包芯纱品种效果显著。
1.1 胶辊制作
LXC-866MD型低硬度胶辊的制作,首先应做好套制前的准备工作,以免对胶辊内部结构及材质造成不必要的损坏。
其制作流程为:准备胶辊轴承→清洗轴承→轴承偏心检查→胶辊检查→套制→磨砺→直径检查→表面处理→做标记→上车。
注意:在采用汽油清洗轴承时,应将轴承铁壳清洗干净,并做好间隙测试;
LXC-866MD型胶辊为铝衬管胶辊,应保证零套差套制。
1.2 胶辊磨砺
胶辊的磨砺质量对胶辊表面粗糙度影响很大,正确的磨砺有助于提升胶辊上车后的成纱质量及牵伸效率[2]。
首先,要正确选用砂轮目数。笔者公司使用曙光半自动磨床,120目砂轮。为了保证更好的磨砺效果,应加强对砂轮的校正及平衡修整,砂轮在磨砺约5000个胶辊时修整1次。
其次,控制胶辊磨砺进刀量。进刀量大小直接影响胶辊的表面粗糙度,为保证磨砺精度,一般进刀量控制为0.2 mm~0.4 mm;
进刀量过大时,胶辊与砂轮摩擦易产生高温,对胶辊表面形成破坏,进刀量较小会影响胶辊表面粗糙度;
为便于管理,1次进刀量控制为0.4 mm。
再次,调整好砂轮参数。为改善胶辊表面粗糙度,对磨床参数进行调整。观察发现,磨床罗拉转速为450 r/min、往复时间为8 s时,磨砺的胶辊质量较好,纺纱条干质量较好,且运行稳定。
1.3 胶辊表面处理
1.3.1 表面处理方式
光照处理操作简单,且成纱条干均匀度较好,胶辊弹性基本保持不变,但耐久性差,使用周期短;
涂料处理胶辊抗缠绕效果明显,使用周期长,但涂料会造成胶辊表面硬度增加较大,影响成纱条干[3-5]。
LXC-866MD型胶辊采用紫外线光照处理与涂料处理后,纺C 14.6 tex KSJ纱的成纱质量对比见表1。

表1 LXC-866MD型胶辊2种不同方式表面处理后成纱质量对比
从表1可以看出,涂料处理的胶辊纺纱指标偏高,但是经过大量纺纱实践发现,涂料处理胶辊相比光照处理胶辊的纺纱质量较为稳定,因此选用涂料处理LXC-866MD型胶辊。
1.3.2 涂料配比选择
一般宜选用渗透性涂料对胶辊进行表面处理,涂料配比需要依据季节变化、纺纱品种及成纱质量要求等进行配置。一般遵循纯棉淡、化纤浓,冬季淡、夏季浓的配比原则。使用配比为1∶6的某国产胶辊涂料处理LXC-866MD型胶辊,使用发现其对胶辊表面硬度增加较大且影响弹性。
表2为LXC-866MD型胶辊采用不同涂料配比处理,纺R/天丝11.8 tex SJ纱成纱质量对比。
通过表2测试数据可以看出,LXC-866MD型胶辊用双组分涂料配比为1∶8~1∶10时,有助于稳定成纱质量,更好地发挥胶辊性能。
笔者公司主要以生产差别化纤维与天丝、莫代尔及各种混纺纱线为主,生产过程中改纺多、品类差异较大,故需要一种既能保证成纱质量又能适应多种纤维特性的通用型胶辊来降低管理难度。通过不断摸索试验,选用了LXC-866MD型胶辊,可大幅降低改纺难度,纺纱整体质量水平也有所提升。

表2 LXC-866MD型胶辊不同涂料配比处理后成纱质量对比
表3为不同胶辊纺天丝19.7 tex SJ纱成纱质量对比。
表4为不同胶辊纺R/T 14.8 tex KSJ纱成纱质量对比。
通过表3和表4测试结果可知,采用LXC-866MD型胶辊在纺化纤与混纺品种上CV值都有所降低,适纺性与使用周期也有所改进,使用效果较为理想。
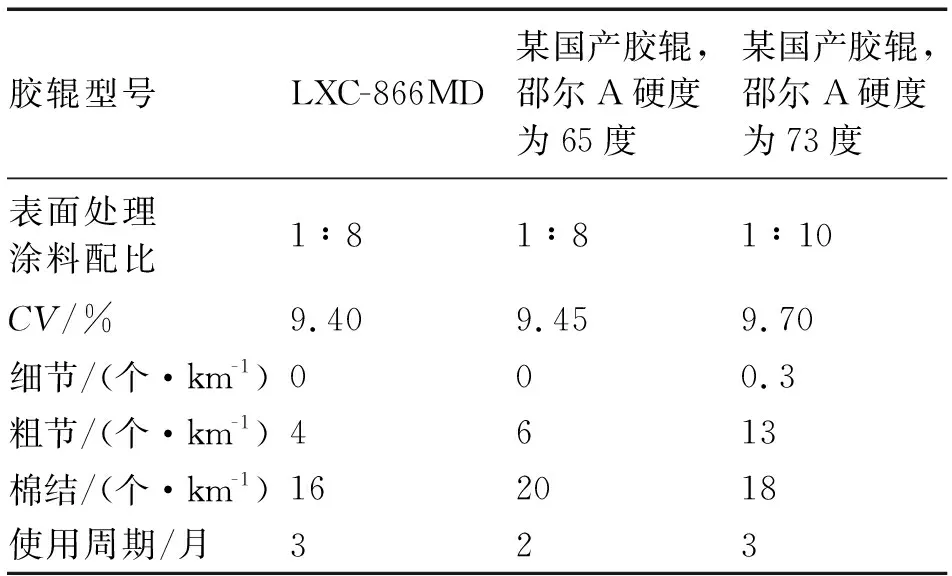
表3 不同胶辊纺天丝 19.7 tex SJ纱成纱质量对比

表4 不同胶辊纺R/T 14.8 tex KSJ纱成纱质量对比
3.1 磨砺周期管理
胶辊在使用过程中,由于纱线品种不同、使用时间不同,表面会出现不同程度的损伤,极有可能影响成纱质量。为保证成纱条干质量,应对胶辊进行周期性复磨再处理后重新上车[6]。通过长时间使用,摸索总结出LXC-866MD型胶辊的复磨周期,一般集聚纺3个月复磨1次,赛络纺4个月复磨1次。
3.2 调换周期管理
胶辊调换一般是在胶辊上车周期内,随着C类计划而进行,主要内容是清洗胶辊表面的杂质、棉蜡、短绒等附着物,挑拣运转过程中的缺油胶辊,进行直径检验,从而减少个别落后锭子及疵点纱的产生。
3.3 胶辊运转管理
除进行周期性管理外,运转过程中的胶辊管理也必不可少。纺织企业应制定详细的运转胶辊管理方法,本着谁使用谁负责的原则,对各车位胶辊进行交接,每天统计坏胶辊数量及坏胶辊原因,出现问题及时查明原因,从根本上降低不良胶辊上车运转时间,减少不必要的纱疵产生。
3.4 区域化管理
在纺纱过程中,由于细纱胶辊多,需要的备件量也多,合理分配胶辊有利于降低消耗、减少备件储备量。根据公司规模与车型特点,将牵伸胶辊依据直径分为3档,档差为0.4 mm;
输出胶辊分为2档,档差为0.2 mm;
后胶辊为1档。
表5为不同位置、不同纺纱型时,胶辊的直径搭配方案。

表5 不同位置、不同纺纱型式的胶辊直径搭配
为实现机台合理搭配,将集聚纺机台一分为二,集聚纺1档前胶辊下车供应集聚纺2档前胶辊,集聚纺2档前胶辊下车后供应赛络纺前胶辊,赛络纺前胶辊下车后供应集聚纺输出胶辊,输出胶辊下车后供应所有机型后胶辊;
后胶辊下车后重新制作新胶辊,供应集聚纺1档前胶辊。因为胶辊使用周期存在差异,可周而复始长期循环使用,直至胶辊损耗报废。这样既能保证胶辊搭配的合理性,又能保证工艺上机的一致性,减少备件储存量和不必要的浪费。
经过长时间对比验证,发现LXC-866MD型胶辊邵尔A硬度较低,弹性好,适纺性强,在保证成纱质量的条件下,可减少改纺更换胶辊次数;
而且该胶辊耐磨性较好、使用周期长,消耗低,便于生产使用管理,能减少纺织企业备件存量和采购成本。