一种热管自动穿芯收集装置结构设计
来源:优秀文章 发布时间:2023-04-08 点击:
侯延东,丁潇潇,曹忠亮
一种热管自动穿芯收集装置结构设计
侯延东,丁潇潇,曹忠亮*
(江苏理工学院 机械工程学院,江苏 常州 213001)
研制一种热管自动穿芯收集装置,主要应用于铜管芯棒的单根分离、插棒以及收集工序中,用来解决热管生产过程人工操作,效率低、成本高、产品一致性差等问题。介绍了热管自动穿芯收集装置的设计、三维建模以及功能,该装置通过物料分离机构和传送电机的组合来实现铜管、芯棒的自动穿管和收集工作,弥补了手工穿芯精度低、工作量大的不足,实现热管生产过程的自动化,提高生产效率的同时降低劳动力成本。
热管;
穿芯;
收集;
自动化
近几年来随着电子产品对散热器的需求越来越高,热管市场需求量逐年增加。热管是一种导热性能优异的两相换热元件,在需要散热的工况下使用热管可有效提高散热系统的散热效率。在一般热管的制造过程中,在烧结粉末形成吸液芯之前,需要对热管填充芯棒以控制吸液芯的形状。如图1所示,现有的穿芯棒过程是通过工人手动将芯棒插入到热管中,手工操作精度低、效率低、产品一致性差,工作量大,且芯棒具有一定重量,导致操作工人长时间工作劳动强度大容易劳累,难以持续性作业。

图1 手工穿芯示意图
对于自动穿芯装置的设计,张玉萍等[1]以串片工艺为基础提出利用真空技术将散热片吸起,然后送至设定位置处串上水管,但由于散热片多孔且表面有波浪筋,使得散热片吸附和定位存在一定不足;
赖丽娟[2]以格力空调中的翅片换热器为研究对象,突破了长U管自动抓取送料及翅片自动整理技术,提高了生产效率;
罗明[3]利用PLC控制机器进行垂直穿管,但在穿管过程中定位较困难,且穿管过程中由于气缸力作用容易使得管口变形从而影响密封性;
为了提高已研发出的可自动分拣、可实现无人化操作的高频焊接制管机的自动化程度,以及针对焊接制管下一步工序仍采用人工手动方式整理、收集、装箱散热管的问题,南宁市安和机械设备有限公司[4]自主研发设计了一种应用汽车散热管的收集系统,其主要结构包括输送机、储料架、叠管机3部分,能实现全自动化收集,可有效降低劳动力和人工成本,提高生产效率;
黄卫国[5]在名为一种原料管的芯棒穿管装置实用新型专利中针对整体型热轧翅片管生产线中使用人工进行穿棒和脱棒的工作方式提出改进,通过增加移动车代替人工穿棒与脱棒,实现了降低劳动强度、芯棒的自动穿管;
肖俊[6]在名为一种自动穿芯棒设备实用新型专利中设计了上料机构、推料机构、吸附机构与机架,通过使用伸缩气缸带动上料滑块、吸附面板、推料滑块,实现了导电布生产中穿芯棒的自动化生产;
李永赞等[7]在名为一种热管自动穿芯棒设备的发明专利中运用光电开关、多组伸缩气缸等部件,能够自动地实现热管的推送、传送、穿芯棒和落料过程,节省人力,提高了工作效率,同时还能适应不同长度、不同管径的热管和芯棒,可精准高效地完成热管穿芯棒过程,但该设备未能大量投入实际工厂生产中。
综上所述,鉴于热管市场需求量逐年增加的现状,为了提高生产效率、降低成本,实现连续生产、顺应智能制造的大趋势,本文提出了一种用于热管生产的自动穿芯收集装置。该装置解决了手工穿芯精度低、效率低且工作量大的问题,实现铜管和芯棒的单根分离、传输、插棒和收集,自动化程度高,成本低,能有效提高生产效率。
热管自动穿芯收集装置结构方案设计是利用SolidWorks完成装置虚拟样机设计,其构建流程为:在SolidWorks软件环境下,第一步构建各零件模型,第二步装配组件模型,第三步装配整体装置三维实体模型,第四步添加适当的约束与驱动,完成最后的虚拟样机。
1.1 热管自动穿芯收集装置
热管自动穿芯收集装置是针对散热铜管的插棒、收集专门研发,可实现管径5~8mm、管长50~400mm多尺寸圆管的自动穿芯以及收集工作,装置包括物料分离机构、传送电机、旋转式成品收集机构、输送机、二维丝杠平台、“蜂窝”式烧结炉6个部分,总体结构如图2所示。本装置采用简单可靠的结构设计实现铜管和芯棒各自的单根自动分离、传输工作,切实有效地提高生产效率、降低成本,避免了人工操作对铜管的损害。
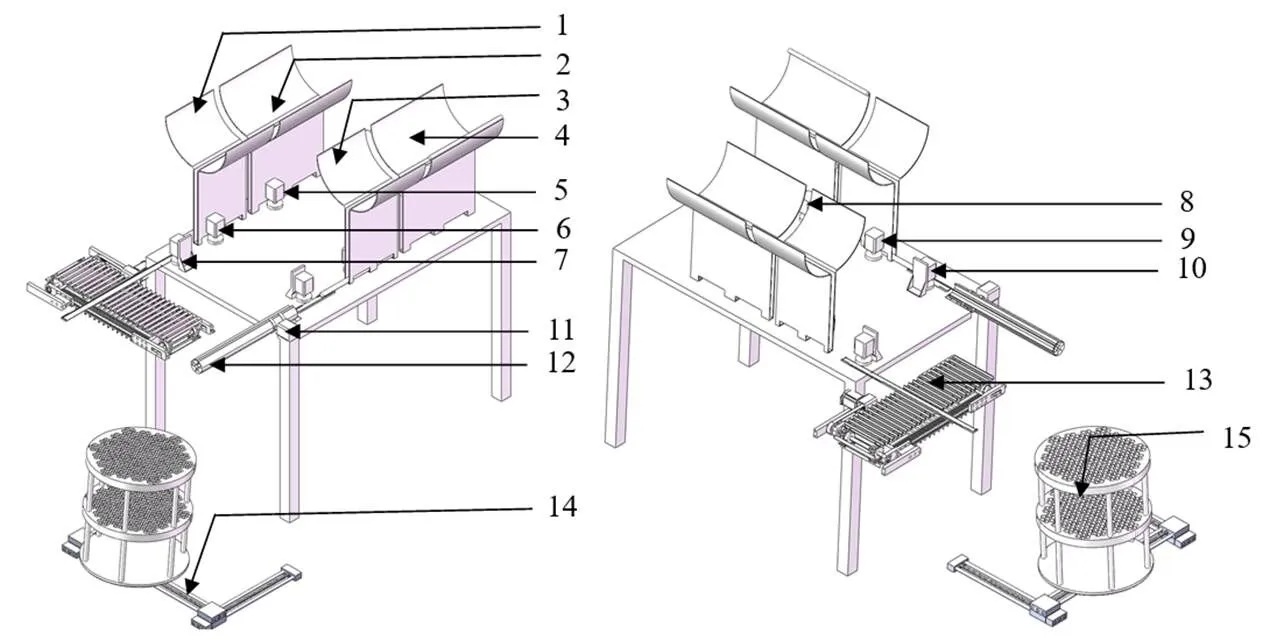
图2 热管自动穿芯收集装置整体结构示意图
1-铜管Y形料仓、2-芯棒Y形料仓、3-铜管Y形料仓、4-芯棒Y形料仓、5~10-传送电机、11-旋转电机、12-旋转式成品收集机构、13-输送机、14-二维丝杠平台、15-“蜂窝”式烧结炉
1.2 热管自动穿芯收集装置工作原理
将大量的铜管和芯棒分别横向放入铜管Y形料仓和芯棒Y形料中,由于Y形料仓壁圆弧的设计和铜管或芯棒自身重力的影响,铜管和芯棒会依次从中间竖直的料仓壁滚落至底部。控制系统命令传送电机依靠摩擦力带动最底部的芯棒向右传送至右侧最底部的铜管中,两侧同时完成一次插棒任务。然后传送电机转轮带动插棒任务的成品继续向右侧传送至旋转式成品收集机构的正中心。与此同时另一侧完成插棒任务的成品被传送至输送机上,输送机带动成品传送至旋转式成品收集机构处,此时旋转收集机构里面的旋转播板旋转一周,从而实现正六边形式的成品批量收集。然后旋转电机通过夹爪使得成品收集装置倾斜一定角度,由于重力的影响,成品便批量滑落至倾斜一定角度的“蜂窝”式烧结炉中,完成一次铜管芯棒分离传送批量的插棒任务。之后控制系统控制“蜂窝”式烧结炉底部的二维丝杠平台移动一定距离,使得“蜂窝”式烧结炉孔板中的下一组六边形空孔组按照所设计的轨迹传送至收成品收集机构的下方。随即控制系统控制整个装置重复上述动作,以此往复,“蜂窝”式烧结炉底部的二维丝杠平台走完所设计的轨道后,成品便能完全填满整个烧结炉孔组。

图3 物料分离传送机构
1-Y形料仓、2-铜管或芯棒、3-传送电机、4-转轮
2.1 物料分离传送机构
为了实现铜管和芯棒的自动穿管,需要重点突破自动下料、送料、穿芯等关键技术。为了节约成本、精简结构,本设计将重力因素应用于物料分离传送机构中。如图3所示,通过人工将芯棒和铜管分别横向放入左右两侧的Y形料仓中,由于Y形料仓壁圆弧的设计和芯棒铜管自身重力的影响,芯棒和铜管会依次从中间竖直的料仓壁滚落至底部,这便实现了铜管和芯棒的单根分离和自动下料工作。当传送电机转动时,转轮转动的同时利用摩擦力带动最底部的芯棒向右侧传送,插入右侧Y形料仓底部的铜管中,完成穿芯任务。当料仓最底部的铜管或芯棒传送完毕后,其余的铜管或芯棒会依次掉落至料仓的最底部,以此往复,从而实现铜管或芯棒的分离和传送任务。
2.2 旋转式成品收集机构
旋转式成品收集机构如图4所示,它由旋转播板和外挡板组成。其中外挡板右上角以及底部有图示的开口。为了方便旋转批量收集已经完成插棒工作的成品,通过旋转电机拨动旋转播板,即可实现成品的成组收集,为进一步输送至“蜂窝”式烧结炉做准备。
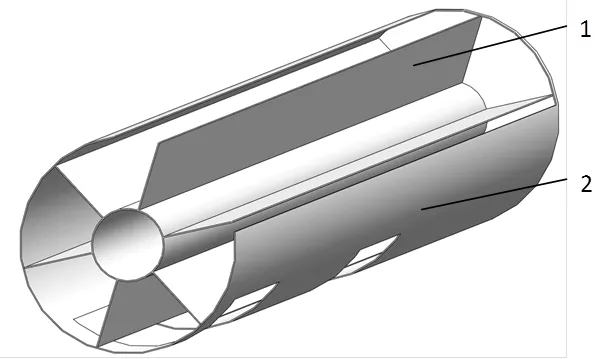
图4 旋转式成品收集机构
1-旋转播板、2-外挡板
2.3 输送机
输送机上设有输送带和分拣挡板,输送带可实现完成插棒的成品从物料分离传送机构快速传送到旋转式成品收集机构上,同时输送机还设有多组螺栓孔以用来调节输送机的输送距离。
如图5所示,输送机分拣挡板安装于链条之上,会与链轮一同转动。完成插棒的成品经过传送电机传送至输送带上,分栋挡板用于将传送过来的成品逐根分开互不干涉,然后输送至旋转式成品收集机构进行收集。皮带张紧轮用于调节输送带的松紧度,是输送机传送系统的重要调节部件。当输送带跑偏或者因长期使用拉长时,通过左右两边的螺栓来进行微调张紧。
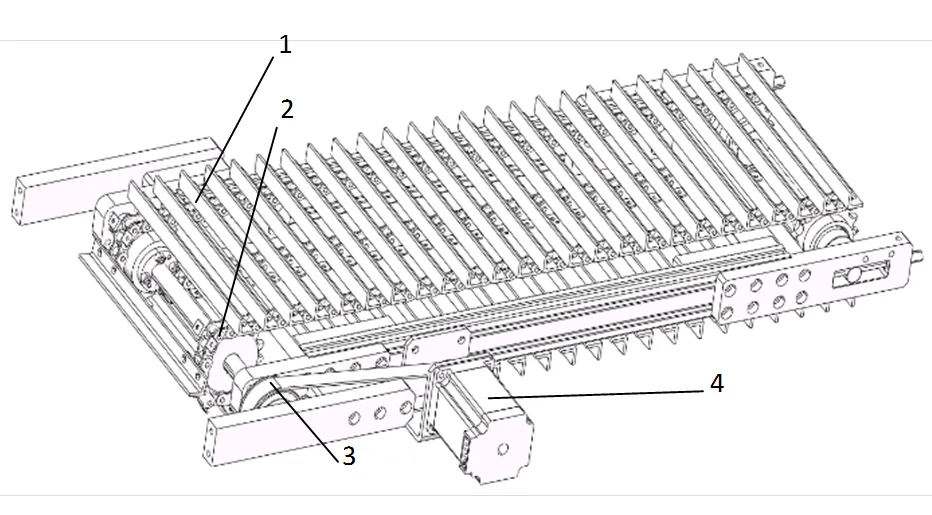
图5 输送机
1-分拣挡板、2-链条、3-皮带张紧轮、4-传送电机
此外,后续在输送机上方设置机器视觉和部分传感器,便可根据热管长度和数量来实现成品的分拣或对成品中的合格品进行分拣。
为了保证物料分离传送机构和输送机在整个过程中以精确的同步速度完成传递、输送任务,提出多电机同步控制方案。基于韩仁银等[8]对近年来国内外针对多电机同步控制问题提出的控制策略综述,本文通过设定主电机、从电机,采用模糊PID的多电机速度同步控制方法[9]。PID模糊控制系统采用双变量输入,三变量输出的模式,输入量取主从电机的转速差和转差率Δ,输出为PID的3个比例系数K,K,K,其中K为比例系数,K为积分系数,K为微分系数。通过这3个参数对PID控制器进行调节,然后经D /A转换送电机控制[10-12],实现布管与排管均匀给料控制。多电机PID模糊控制方案如图6所示。
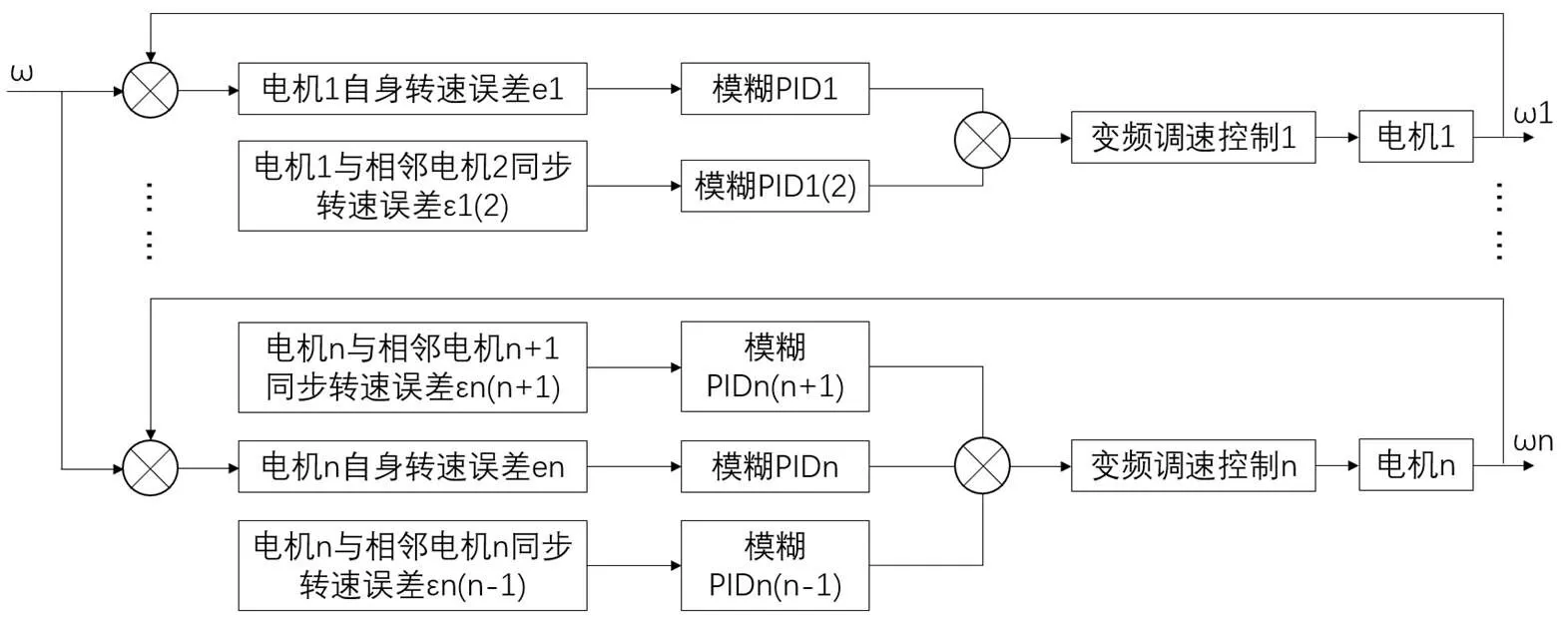
图6 多电机PID模糊控制方案
本文所设计的热管自动穿芯收集装置,采用简单可靠的结构来实现铜管和芯棒的单根自动分离、传输工作,降低成本,切实有效地提高生产效率。该装置可以对完成插棒工作的成品进行批量收集,实现了穿芯插棒自动化。以机器生产代替人工生产,解决了人工操作会对铜管和芯棒的分离及输送产生损害的问题。热管自动穿芯收集装置在精简其机械结构的同时可以大大提高热管插拔领域的工作效率和热管成品质量的要求,缩短工作周期,更好地完成穿芯插棒、传输以及收集工作。该设计能够为热管领域企业带来生产能力方面以及经济效益方面的显著提升, 亦可作为技术储备给后续研究人员提供思路,同时在一定程度上也促进了热管制造领域自动化的持续发展。
[1] 张玉萍,陆宝春,丁武学. 散热器自动装配工艺研究[J]. 机械制造与自动化,2003(2): 9-12.
[2] 赖丽娟. 空调换热器智能自动化穿管技术研究与应用[J]. 日用电器,2013(7): 55-57.
[3] 罗明. 空调翅片穿管机控制系统设计[D]. 武汉: 华中科技大学,2013
[4] 黄乃玉. 一种汽车用散热管收集系统的研发设计[J]. 机电信息,2019(23): 116-117.
[5] 黄卫国. 一种用于原料管的芯棒穿管装置:CN207086565U[P]. 2018-03-13.
[6] 肖俊. 一种自动穿芯棒设备:CN211804773U[P]. 2020-10-30.
[7] 李永赞,胡明辅,李勇. 热管技术的研究进展及其工程应用[J]. 应用能源技术,2008(06): 45-48.
[8] 韩仁银,郭阳宽,祝连庆,等. 多电机同步控制综述[J]. 电机与控制应用,2017, 44(6): 8-12.
[9] 夏鑫,张斌,郑永樑,等. 汽车散热器自动穿管机结构设计[J]. 组合机床与自动化加工技术,2020(01): 152-154, 159.
[10] TIENFU L. Fuzzy logic for large mining bucket wheel reclaimer motion control—from an engineer"s perspective[J]. CAAI Transactions on Intelligent Systems, 2011, 6(1): 85-94.
[11] 陈晓. 基于模糊 PID 的多电机速度同步控制[J]. 上海电力学院学报,2016, 32(3): 239-242, 246.
[12] 曹跃进,杨杨. 基于模糊PID控制器的多电机控制系统[J]. 工业仪表与自动化装置,2012(5): 74-76.
Structural design of an automatic core-piercing collection device for heat pipes
HOU Yan-dong,DING Xiao-xiao,CAO Zhong-liang*
(School of Mechanical Engineering, Jiangsu University of Technology, Jiangsu Changzhou 213001, China)
A heat pipe automatic core collection device is developed, which is mainly used in the single separation, insertion and collection process of copper pipe mandrels. It is used to solve the manual operation of heat pipe production process, low efficiency, high cost, poor product consistency, etc. question. The article introduces in detail the design, 3D modeling and function of the heat pipe automatic core piercing and collecting device. The device realizes the automatic piercing and collecting of copper tubes and mandrels through the combination of the material separation mechanism and the conveying motor, which makes up for the manual core piercing work. The shortcomings of low precision and large workload can realize the automation of the heat pipe production process, improve production efficiency and reduce labor costs.
heat-pipe;
through core;
collection;
automation
2022-09-20
江苏省大学生创新训练计划项目(202211463052Y);
江苏理工学院教学改革与研究项目(11610112121)
侯延东(2001-),男,山西大同人,主要从事机电控制应用研究,2628830767@qq.com。
曹忠亮(1983-),黑龙江齐齐哈尔人,副教授,博士,主要从事控制技术、机电一体化研究,caoliang-8302@163.com。
TK172.4
A
1007-984X(2023)01-0001-04
猜你喜欢芯棒铜管热管空调制冷铜管在使用过程中常出现的问题中国金属通报(2021年15期)2021-11-19TP2短铜管爆破压力的计算武汉工程职业技术学院学报(2021年3期)2021-10-12限动芯棒在线速度模型的研究与应用钢管(2020年4期)2020-10-29芯棒对钢管质量的影响现代冶金(2018年6期)2018-02-20星际·狂想——德国铜管重奏团2017年访华音乐会青年歌声(2017年6期)2017-03-13导热冠军——热管(下)百科探秘·航空航天(2016年5期)2016-11-07导热冠军——热管(上)百科探秘·航空航天(2016年4期)2016-11-07石墨蓄热式集热管内流动沸腾传热特性浙江大学学报(工学版)(2016年11期)2016-06-05基于高频感应加热实现铜管/铝棒的包覆焊接焊接(2016年3期)2016-02-27增加152 mm 中间孔型系列提高芯棒利用率钢管(2015年5期)2015-04-17推荐访问:结构设计 热管 装置