关于车门外板滑移线问题的判断和解决方案
来源:优秀文章 发布时间:2023-03-27 点击:
范宇平
(柳州福臻车体实业有限公司, 广西 柳州 545005)
随着汽车行业的不断发展,汽车已不再是简单的代步工具。近年来,汽车企业与汽车品牌不断增加,消费者不仅关注汽车的性能、油耗等使用问题,还对汽车的外观品质与美感要求也越来越高。车门外板作为车身侧面最直观的位置,其外观精致度和棱线清晰度是前期冲压工艺开发的关注区。现以某车型车门外板为例,从冲压坐标、拉深筋阻尼系数、工艺补充面等方面,通过模拟分析软件阐述前期开发过程中解决滑移线的方法,使零件达到最佳的制造状态。
某车型后门外板如图1所示,在门把手上端区域有1条主棱线(方框区域),靠近下护板区域有1条副棱线(箭头区域)。主棱线弦长为3 mm,棱线R角为12.5 mm,棱线两侧A面夹角约165°,如图2所示;
副棱线弦长为3 mm,棱线R角为5~9 mm,棱线两侧A面夹角约164°,如图3所示。与棱线相切的A面夹角大,棱线相对平缓,初始判断滑移缺陷不大,故拟定冲压坐标:X轴84°、Y轴-1°、Z轴1°,如图4所示,零件摆放平稳,零件前后侧最低点落差小,成形性好、模具生产平稳、生产效率高、使用寿命长。

图1 后门外板
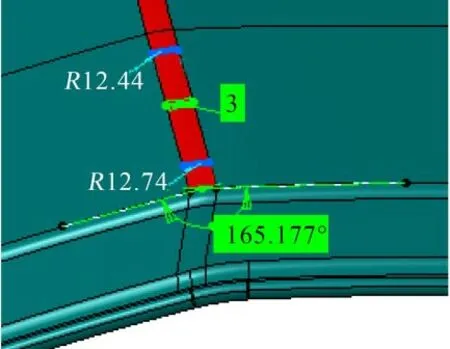
图2 主棱线特征尺寸

图3 副棱线特征尺寸
图4 零件摆放
滑移线的产生是由于拉深成形过程中,板料接触凸模棱线时产生弯曲和反弯曲硬化,硬化后的区域会因两侧料流不均衡而移动,在棱线的一侧形成痕迹,拉深成形结束后,零件外表面区域出现可见带状曲线,棱线R角越小,滑移线越明显。
2.1 滑移线判断
画线判断滑移线是最原始、最基础的判断方法。根据以往经验,棱线R角>20 mm,滑移线在现场不会产生缺陷。在Autoform软件Skid Lines模块设置选取<R20 mm的棱线R角,屈服强度为0,如图5所示。材料流入量如图6所示,周圈锁死不进料的情况下,主棱线滑移线往水切侧滑出R角边缘约12.6 mm,如图7所示,副棱线往下护板侧滑出R角边缘约9.3 mm,如图8所示。

图5 Skid Lines模块设置

图6 材料流入量

图7 主棱线滑移

图8 副棱线滑移
2.2 反弯曲应变判断
反弯曲应变是辅助Skid Lines模块判断滑移线的另一种方式,根据现场经验,反弯曲应变<0.008时,即使Skid Lines判断滑移线滑出R角,但现场滑移线不会产生缺陷。如图9、图10所示,主棱线一侧靠近棱线位置,反弯曲应变最大值为0.026,副棱线最大值为0.040。黑色区域反弯曲应变都大于0.008,与Skid Lines模块滑移线判断区域对应。结合2个判断结果,根据以往经验,该零件滑移线缺陷肯定存在。

图9 主棱线反弯曲应变

图10 副棱线反弯曲应变
当主、副棱线都存在滑移线缺陷,且主、副棱线滑移方向相反的情况,根据车体外观件要求,考虑消除主棱线滑移问题,副棱线滑移问题根据各主机厂要求采取不同的应对措施。解决主棱线滑移的方案主要有以下2种。
3.1 旋转冲压坐标
将冲压坐标绕X轴顺时针方向旋转9°(见图11箭头),旋转后主棱线在最高点,棱线两侧与冲压坐标的夹角接近平分,主棱线区域侧面截面如图12所示。Autofrom分析结果显示,周圈拉深筋锁死,主棱线滑移线滑出R角3.3 mm,反弯曲应变最大值为0.02,仍有滑移风险,如图13、图14所示。

图11 冲压左边绕X轴旋转9°

图12 主棱线区域侧面截面

图13 主棱线滑移

图14 主棱线反弯曲应变值
3.2 增加走料用拉深筋
因为门外板造型相对简单平缓,拉深采用周圈锁死,材料流入量趋近0,让材料充分成形,提高零件A面的刚度,减少A面缺陷问题。在旋转冲压角度后仍有滑移风险时,需调整拉深筋系数,加大材料流入量,解决主棱线滑移线问题。
将主棱线前端拉深筋更改为2条走料筋,内筋阻尼系数为0.528,外筋阻尼系数为0.295,拉深到底前端流入量约10 mm,其它三侧锁死筋不变,如图15、图16所示。Autofrom分析结果显示,主棱线滑移线在R角边缘,未到A面,如图17所示;
副棱线滑移线滑出R角约15.9 mm,如图18所示,无开裂起皱风险,零件成形性好。

图15 拉深筋系数

图16 材料流入量

图17 主棱线滑移

图18 副棱线滑移
主棱线反弯曲应变如图19所示,弯曲应变均<0.008,副棱线区域反弯曲应变最大值0.043,如图20所示。根据以上2个参数分析结果判定,主棱线滑移线无滑移风险,副棱线滑移存在问题。副棱线靠近下护板位置,为非主视觉区域,且副棱线以下区域相对车身坐标是内收的,与主机厂协定副棱线区域不进行深度优化。

图19 主棱线反弯曲应变

图20 副棱线反弯曲应变
实际现场生产中,主棱线区域未出现滑移线,棱线清晰,A面光滑无瑕疵,如图21所示。副棱线下端距离棱线11 mm左右位置有明显滑移痕迹,如图22所示。

图21 主棱线无滑移

图22 副棱线滑移状态
通过Autoform的辅助分析,判断滑移线缺陷的方式主要有2种:一种是滑移线画线;一种是反弯曲应变。一般理论值要求滑移线不滑出棱线R角边缘,反弯曲应变<0.008。解决滑移线缺陷的方法也有2种:①旋转冲压角度,使棱线两侧与冲压方向夹角接近平分;
②保证零件刚度等各项参数达标的情况下增加走料用拉深筋,让滑移线减少或不滑出棱线R角,降低滑移风险。在前期分析阶段发现和解决棱线滑移缺陷,使零件达到最佳制造状态,能提高零件的合格率,也减少了现场整改的工作量。