304LN不锈钢焊件控温深冷处理工艺研究
来源:优秀文章 发布时间:2022-12-07 点击:
李多,任国柱,富泉,杨晓峰,周鹏,马东平
1.中国空气动力研究与发展中心高速所 四川绵阳 621000
2.武汉重型机床集团有限公司 湖北武汉 430000
某低温项目为全304LN不锈钢结构,工作环境为-163~50℃,存在大量不锈钢焊件以及高精度零件。当温度降低至Ms点(过冷奥氏体开始转变为马氏体的温度)以下并保持一定时间时,304LN不锈钢组织内的奥氏体会向马氏体转变,且这个转变过程不可逆[1-5],因此会对零件产生以下不利影响。
1)马氏体的晶格比奥氏体略大,会造成零件体积膨胀,由膨胀产生的应力会造成零件变形,使尺寸精度变差。
2)焊件自带一定的焊接残余应力,焊接残余应力叠加转变过程中产生的热应力和膨胀应力后,一旦超过屈服极限,就有可能产生裂纹,特别是在薄弱的焊缝处,这种缺陷若在设备工作时产生,则极有可能造成严重后果。
上述问题通常采用深冷处理方法解决,即通过深冷处理使奥氏体提前向马氏体转变,变形提前发生,然后通过精加工,保证零件组织和尺寸的相对稳定性。但是,深冷处理过程中焊件的降温速率对转变过程中产生的热应力有重要影响:降温速率过快会导致热应力过大,对大型焊件及高精度零件带来损害;
降温速率过慢,会导致深冷处理时间延长,液氮消耗量加倍,增加成本。同时,深冷处理的降温速率选择也会改变焊件的力学性能[6-9]。
因此,有必要开展304LN不锈钢焊件控温深冷处理工艺研究,通过对不同降温速率下深冷过程中焊件的热应力和深冷前后的力学性能进行测试和分析,掌握控温深冷处理的降温、升温速率,确定最佳深冷工艺曲线。
首先,通过试验研究深冷处理速率对304L N不锈钢焊件热应力的影响。深冷处理在湖北工业大学深冷环境试验箱G W X-3000中进行。该试验箱由箱体和控制台组成(见图1),可通过控制台调整液氮进气量来控制降温速率。选取2件400mm×400mm×40mm尺寸的304LN不锈钢焊接钢板(宽度方向中心有一条焊缝)作为试件,在每块钢板母材区、热影响区、焊缝区分别布置了6个、6个、3个共3组应力传感器(见图2),降温速率选用2℃/min、 5℃/min两种处理方式。

图1 深冷环境试验箱GWX-3000
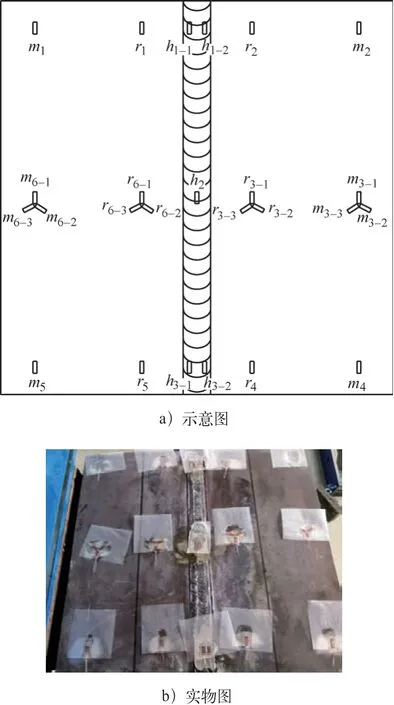
图2 304LN不锈钢焊件热应力测点布置
第一个试件以2℃/min的降温速率从室温降至-163℃附近,保温30min,再以2℃/min的速率升至常温,重复3次。其降温过程中的应力曲线如图3所示,其中正值代表拉应力,负值代表压应力。
从图3可看出,因为降温过程中的温度不均,所以试件存在热应力。热应力随温度的变化呈现一定的非线性关系:在降温初期热应力增长较快,随着时间推移,热应力增长速率逐渐下降,曲线趋于平缓。试件边缘产生拉应力,最大为+1.1MPa,中心产生压应力,最大为-1.3MPa,这是因为边缘和外层温度较中心温度更低,其收缩更为严重。而这种收缩受到中心部分的约束,导致中心部分受压、边缘部分受拉,其热应力远低于钢材屈服强度。

图3 2℃/min降温速率下的应力曲线
为验证试验结果的准确性,采用有限元仿真方法开展了温度场和应力场耦合分析,模拟试件降温过程中温度和热应力变化,降温速率为2℃/min,降温时间为80min,结果如图4所示。
从图4可看出,有限元仿真结果符合力学和热学的一般原理,降温结束后最大拉应力为+6.8MPa,位于模型边缘,最大压应力为-1.4MPa,位于模型中心。仿真结果与试验结果趋势一致,只是由于试件应变片安装位置与边缘还有一定距离,以及试件本身还存在其余的残余应力影响,因此导致试验结果较仿真结果数值略小。

图4 2℃/min降温速率下的有限元仿真应力云图
第二个试件以5℃/min的降温速率从室温降至-163℃附近,保温30min,再以5℃/min的速率升至常温,重复3次。其降温过程中的应力曲线如图5所示,其中正值代表拉应力,负值代表压应力。

图5 5℃/min降温速率下的应力曲线
从图5可看出,降温速率从2℃/m i n增大到5℃/m i n后,应力曲线变化规律基本一致,但热应力数值明显增加。试件边缘产生最大拉应力为+3.2MPa,中心产生最大压应力为-3.5MPa。
降温速率为5℃/min,降温时间为35min的有限元仿真结果如图6所示。
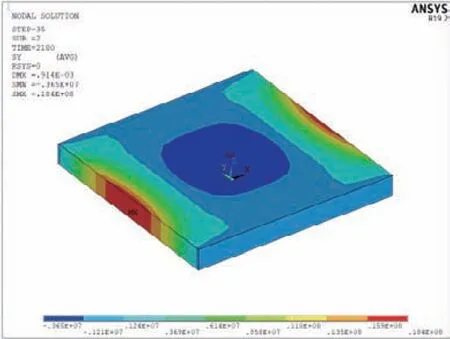
图6 5℃/min降温速率下的有限元仿真应力云图
从图6可以看出,降温速率从2℃/m i n增大到5℃/min后,模型表面的应力分布规律基本一致,最大拉应力为+18.4MPa,位于模型边缘,最大压应力为-3.65MPa,位于模型中心。
对比可知,在降温速率由2℃/min改为5℃/min后,更快的降温速率使试件温度不均的情况加剧,边缘和外层相比中心的温差更大,导致热应力值有明显提高。
选用未深冷处理、2℃/min、 5℃/min、浸泡深冷处理4种试件,分别进行抗拉强度、低温冲击性能对比,以研究深冷处理速率对304LN焊件力学性能的影响。
根据G B/T 2975—2018《钢及钢产品力学性能试验取样位置及试样制备》、GB/T 2651—2008《焊接接头拉伸试验方法》,分别在母材区、热影响区、焊缝区各取3个拉伸试样,委托专业测试机构对深冷处理前后的试样进行拉伸试验,结果见表1。
从表1可看出,经过深冷处理后,试件的抗拉强度得到了小幅增强,其中降温速率为5℃/min的试件抗拉强度值最高,达到了586.1MPa,较未深冷试件的抗拉强度提高了3.8%,但不同的深冷处理降温速率对试件的抗拉强度影响不大。

表1 不同降温速率下试样拉伸试验结果
根据G B/T 2975—2018《钢及钢产品力学性能试验取样位置及试样制备》、GB/T 2650—2008《焊接接头冲击试验方法》,分别在母材区、热影响区、焊缝区各取3个冲击试样,委托专业测试机构对试样进行低温冲击试验,结果见表2。

表2 不同降温速率下低温冲击试验结果
从表2可知,无论是否进行深冷处理,母材区、热影响区的试样都未冲断,说明304LN不锈钢材料具有很好的韧性(测试机构试验设备的最大量程为300J;
未冲断表示该试样的低温冲击吸收能量在300J以上)。焊缝区的试样均被冲断。通过对比得出,经过深冷处理后,试件的低温冲击吸收能量均得到了增强,其中降温速率为2℃/min的试件低温冲击吸收能量值最高,达到了39.4J,较未深冷试件的低温冲击吸收能量提高了33%。最终的控温深冷处理温度曲线如图7所示。

图7 控温深冷处理温度曲线
1)在降温过程中,由于钢板边缘和中心存在温度差异,导致试件中出现热应力,在试件边缘呈现拉应力,中心部位则为压应力。热应力随温度的变化呈现一定的非线性关系,在降温初期热应力增长较快,随着时间推移,热应力增长速率逐渐下降,曲线趋于平缓。试件的热应力随着降温速率的提高而增大,针对文中的测试样本,采取2℃/min和5℃/min两种降温方式所引起试件中的最大拉应力+18.4MPa和最大压应力-3.65MPa,均远低于钢材屈服强度。
2)经过深冷处理后,试件的抗拉强度和低温冲击性能都得到了一定程度的提高,由此可知深冷处理可作为304LN不锈钢增强和增韧处理方法,并以2℃/min进行深冷处理可较大程度地提高材料的综合力学性能。
3)为保证该低温项目中大尺寸高精度核心零件的安全性,深冷处理过程中的热应力要尽可能小,因此以2℃/min的降温速率进行深冷处理是相对较优的选择,这样可在降低热应力的同时还能有效增强304LN不锈钢焊件的力学性能。
猜你喜欢 热应力冷处理试件 不同拼接构造的装配式圆柱墩偏压性能试验*工业建筑(2022年4期)2022-07-27不同因素对钢框架内承载性能的影响模型仿真计算机仿真(2022年4期)2022-05-14高强箍筋约束混凝土的抗震性能研究白城师范学院学报(2022年2期)2022-04-25基于Vic-3D技术的煤岩单轴压缩试验研究教育教学论坛(2019年40期)2019-11-15对学生“冷处理” 更要“热应对”陕西教育·综合版(2019年3期)2019-07-09“冷”处理带来的“热”效应新课程·中旬(2017年5期)2017-07-01硅微通道列阵氧化形变实验研究科技创新与应用(2016年34期)2016-12-23直流式蒸汽发生器数值模拟科技视界(2016年22期)2016-10-18复合大板高温力学性能分析研究科技视界(2016年7期)2016-04-01高端装备制造核心部件及材料的深冷处理改性技术分析新材料产业(2015年7期)2015-04-23推荐访问:冷处理 不锈钢 工艺