快速铸造技术在零件生产中的应用
来源:优秀文章 发布时间:2023-04-15 点击:
吕乐华,冯志明,张杰琼,许海铎,王世杰,郭亚辉,范随长
(中国一拖集团有限公司制造工程中心,河南洛阳 471003)
随着现代工业不断进步以及机械行业的快速发展,传统铸造已经不能满足零件低成本、短周期以及绿色高效的需求。快速成形技术是20 世纪80 年代发展起来的先进制造技术的重要组成部分,可以在一定程度上提高零件的生产效率,但在产品精度与强度等方面还存在一定的问题[1]。
传统铸造首先需要根据铸件特点设计铸造工艺,制作模具、芯盒等,然后利用模具、芯盒等造型、组型、浇注获得需要的铸件,由于模具或芯盒的制作周期较长,成本较高,所以铸件从工艺设计、开模到生产需要很长一段时间。快速铸造技术是将快速成型与传统铸造技术有效结合,利用快速成形技术直接或间接制造铸造用的模型、模板、铸型、型芯等,然后结合传统的铸造工艺手段,快速制造金属零件的技术[2,3]。快速铸造技术不需要制作模具,只需要将复杂的三维制造转化为一系列二维制造的叠加,极大的提高了生产效率。特别是在新工艺验证、新产品开发、试制、产品结构改进或升级等单件小批量生产中,快速铸造技术能够发挥其快速高效的特点,大大缩短零件的生产周期,降低生产成本。

图1 传统铸造与快速铸造的对比
在日常的试验、试制或小批量生产中,我们会根据产品的特点、交货周期、成本以及不同快速成形技术的优缺点适当选择合适的成形技术(增材、减材或增减材结合),保证产品能够及时交付。
增材制造俗称3D 打印,融合了计算机辅助设计、材料加工与成型技术、以数字模型文件为基础,通过软件与数控系统将专用的金属材料、非金属材料以及医用生物材料、按照一定的方式逐层堆积,制造出实体物品的制造技术。常见的增材制造方式有3DP(三维印刷)、SLS(选择性激光烧结)、FDM(熔融沉积)、SLA(光固化成形)、LOM(分层实体成形)等。本文主要介绍3DP 技术和SLS技术在零件生产中的应用。
2.1 SLS 技术在传动箱壳体上的应用
SLS 技术是利用CO2激光发射器对粉末层进行扫描烧结,被照射的粉末融化并凝固在一起,铺粉辊根据设定的单层厚度铺粉,激光发射器继续进行扫描,反复实施这个过程,使烧结成形的固化层层层叠加,生成所需要的零件或砂芯[4]。
某型号后桥壳体在产品设计阶段需要试制3件,进行验证和试加工。其结构比较复杂,采用传统铸造方式,制作模具时间至少需要一个月,周期比较长,不能满足新产品设计和试制阶段快速响应的需求。而且后期产品可能会有改动,如果制作模具,费用比较高,且修改模具比较麻烦,甚至可能造成模具修改难度大或无法修改,所以考虑采用快速铸造的方式来完成试制。考虑到生产成本和砂型装配精度的问题,上下砂型较为简单,采用减材加工,砂芯比较大且复杂,为了便于装配,故将砂芯分为三部分,采用激光烧结的方式来成形。该零件从工艺设计到生产出3 件合格的铸件,仅仅用时十天时间,比传统铸造节省了近3/4 的时间。
2.2 3DP 技术在油底壳上的应用
3DP 是一种利用喷头的运动,将液滴选择性喷射在粉床表面,通过粘结剂与混入固化剂的砂子的综合作用将选定的区域固化成型的快速成型技术。与SLS 技术比较,具有成型速度快、可以整体成型较大零件、无热应力残余以及设备成本和运行成本低等突出优点[5]。

图2 后桥壳体砂型与铸件
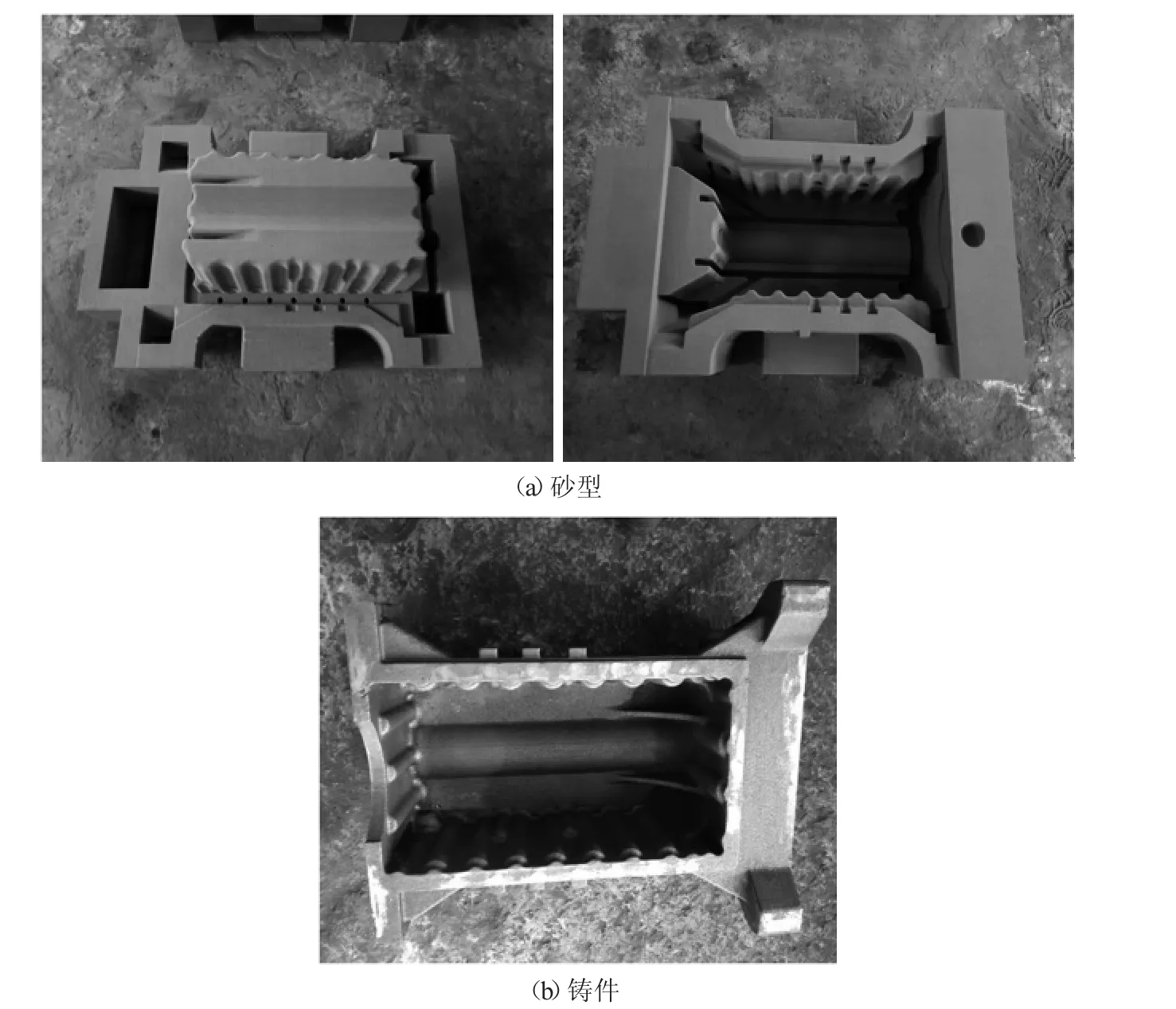
图3 油底壳砂型与铸件
某油底壳产品属于新产品小批量生产,传统铸造需要制作模具,由于其结构的特殊性,需要制作多个芯盒,工序繁琐。由于客户需要在10 天之内交付8 件产品,故采用打印效率较高的3DP 技术,不需要考虑零件的分型、拔模斜度等一系列传统铸造的问题。将砂型分为上下两型,传统铸造的上下型和砂芯一体化,省去了组型、下芯等工序,避免了砂芯相互组合带来的尺寸精度误差,对于提高铸件尺寸精度起到很好的保障作用。
减材制造技术类似于加工中心对金属件的加工原理,不同的是在数字化成形材料、刀具、软件、工艺和设备等方面有所创新[6]。
调整螺母的结构相对比较简单,尺寸较小,重量较轻,需要100 件产品,属于小批量生产,但是由于其四周有较多的齿,传统铸造的方式采用从中间分型,上下两开箱的造型方式,造型效率比较低,操作麻烦,不容易起模,齿容易错位造成废品,同时由于其市场价值不高,故采用减材制造的方式,将整个模型加工在下型,上型制作为盖板,一型八件,既保证了产品的质量,又提高了生产效率。该零件在3 天之内全部交付客户,且没有废品。

图4 调整螺母砂型与铸件
(1)充分发挥快速铸造的优势和特点,根据不同零件的个性化需要,采用不同的快速铸造技术,大大缩短了生产周期,降低了生产成本。
(2)快速铸造技术很适合单件和小批量的生产,能够针对市场需求做出快速反应,在未来铸造行业有广阔的应用前景。
猜你喜欢砂型铸件成形GJB 2896A-2020《钛及钛合金熔模精密铸件规范》解读机械工业标准化与质量(2022年3期)2022-08-12钢轨铝热焊砂型硬化工艺试验研究和失效分析中国铸造装备与技术(2021年6期)2021-12-023DP 砂型打印在铸造生产中的应用研究中国铸造装备与技术(2021年1期)2021-02-02MFC2019首届汽车冷弯(滚压与拉弯)成形技术论坛成功举办模具制造(2019年4期)2019-12-29CR1 500HF热成形钢开发及应用山东冶金(2019年5期)2019-11-16法兰轴零件的冷挤镦成形工艺及模具设计制造技术与机床(2018年9期)2018-09-19废铸件推出装置中国铸造装备与技术(2017年6期)2018-01-22熔模铸件缺陷分析及案例凿岩机械气动工具(2017年2期)2017-07-19环形凹槽类铸件铸造工艺中国铸造装备与技术(2017年3期)2017-06-21人生若只如初见滇池(2017年5期)2017-05-19推荐访问:零件 铸造 快速推荐文章
- 2018年江西赣州市医疗急救中心招聘编外人员公告:赣州市医疗急救中心
- 升学宴策划活动方案|2018升学宴活动方案
- 小学六一游园活动总结 [小学六一游园活动策划]
- 2018年中国工商银行广东分行暑期实习生招聘岗位、报名时间:2018中国工商银行广西分行春招
- 澳洲留学八大名校排名申请条件_澳洲留学奖学金申请条件及时间
- [调工商档案介绍信范文] 工商档案查询介绍信
- 加拿大亲属移民政策最新更新|加拿大亲属移民条件
- 初一下册语文练习册答案人教版2018 2018人教版语文练习册答案
- 贵州贵阳房价2018 2018年贵州贵阳中医学院第二附属医院招聘方案
- 【2018广东省湛江市赤坎区审计局招聘公告】2018湛江市赤坎区教师招聘