新型石墨烯大提花面料的生产实践
来源:实践技能 发布时间:2022-12-04 点击:
马春凤,刘连军,郭 欢
(1.德州兴德棉织造有限公司,山东 德州 253000;2.国家康复辅具研究中心康复辅具质量监督检验中心,北京 100000)
随着现代科学技术水平的不断发展和消费水平的提高,人们更加注重环保、舒适、健康,针对市场消费需求,研制开发有机棉和生物质石墨烯纤维大提花系列高档保健型家纺面料,产品具有手感轻盈柔顺、抗菌、防紫外线、防辐射、健康环保的特点,是加工制作高档功能性环保纺织品的优选面料,深受消费者欢迎。
石墨烯纤维与普通涤纶相比,单强偏低,纤度较粗,纤维发涩摩擦大,纺纱过程中气圈小,易飞钢丝圈,对温湿度反应敏感,其纯纺难度较大。
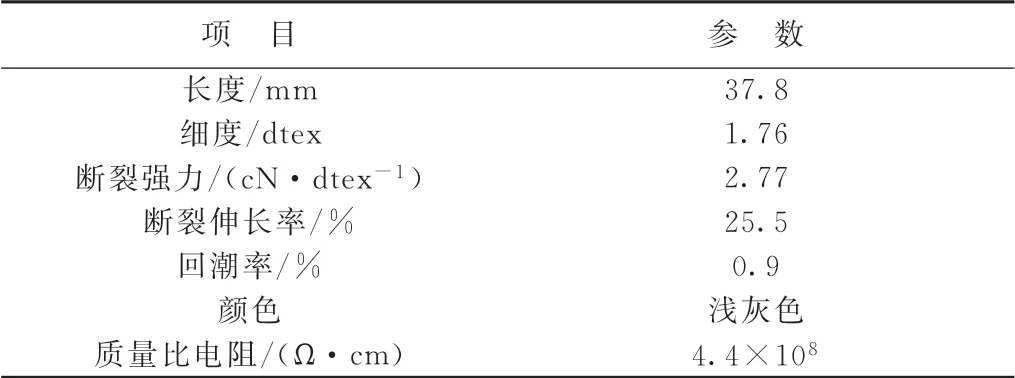
表1 石墨烯纤维性能指标
以精梳有机棉与生物质石墨烯涤纶80/20 14.6 tex赛络紧密纺纱进行生产实践。
2.1 纺纱工艺流程

2.2 织造工艺流程
CGGA114整经机→卡尔迈耶浆纱机→穿经→织造(280喷气大提花)→整理检验。
3.1 纺前预处理及生产过程温湿度控制
石墨烯纤维表面金属质干涩,易摩擦黏附,必须进行给油加湿24 h闷仓预处理,加入适量的0.5%硅油、1%抗静电剂和40℃温水,以保证纤维之间的柔顺牵拉,使之达到纺纱要求。
3.2 开清棉工序
针对石墨烯纤维单强偏低的特点,清花工序采用“以梳带打、少落轻打、缩短流程、紧压成卷”的工艺原则。圆盘抓棉机打手每次下降1.5 mm,适当降低FA106A型、A076C型打手速度,并跳过FA106B锯齿开棉机,减少打击,适当提高风扇速度,以提高棉卷均匀度,而且还可以防止棉块的滞留,保证棉流的顺利输送。棉卷用塑料布包覆待用,避免油剂挥发,控制棉卷不匀率在1.0%以内。
3.3 梳棉工序
根据石墨烯纤维长度整齐度好、不含杂、强力低等特点,梳棉工艺采用“松紧隔距相结合、慢速度、快转移、少落”的工艺原则,适当降低刺辊转速到700 r/min,采用高刀大角度工艺,盖板速度降到最低162 mm/min,使总落棉量控制在1%以内。适当增大锡林与刺辊表面速比到2.6,锡林-盖板隔距偏小掌握,加强分梳,保证纤维的分离度,锡林道夫转移率要大,以减少纤维充塞、反复揉搓,避免棉结的意外产生。另外定期进行棉条通道清洁,揩车周期缩短至5~7天,及时清除针布、漏底、通道部件上的油剂、粉尘和短纤,以减少棉结产生,提高生条的质量。
3.4 并条工序
为了保证有机棉和石墨烯涤纶混合均匀,并条工序采用三道混合,二三并8根并合,选择“顺牵伸、重加压、慢速度”的工艺原则,车速应适当降低为180 m/min,防止缠绕罗拉、喇叭口堵花;头并后区牵伸1.7~1.8,末并后区牵伸1.2~1.3,以利于减少弯钩纤维,改善纤维的伸直平行度,合理调整给棉板开档大小,使棉条排列紧密而不重叠,保证出条顺利,减少棉网云斑丝束破边现象。圈条通道保持光洁滑爽,并条相对湿度控制在75%左右。
3.5 粗纱工序
粗纱工序采用“轻定量、大捻度、较小的后欠伸、低速度”的工艺配置,罗拉重加压加强对牵伸区中纤维的控制,粗纱捻系数105,可增加须条的抱合力,对降低成纱棉结、提高成纱条干水平有利,同时严格控制粗纱张力伸长,降低锭速到800 r/min,加装橡胶假捻器,压掌绕纱圈数减少为1.5,以减少意外欠伸,降低纺纱粗细节和毛羽,保证成纱条干均匀度。
3.6 细纱工序
细纱工序牵伸部分采用“重加压、紧浮游区、小隔距块、大后区隔距”的两大两小工艺配置,采用Rocos紧密赛络纺装置,并选用J463软弹胶辊,增加须条紧密度,有效控制纤维牵伸,减少成纱粗细节,细纱捻系数设计为370~380,提高成纱强力,降低细纱断头。在较高粗纱捻系数的前提下,适当放大后区罗拉中心距,选择适中的1.25后区牵伸倍数,避免牵伸力过大,提高成纱条干水平。细纱前罗拉车速偏低160 r/min掌握,钢丝圈偏中FO 0/8掌握,石墨烯纤维发涩摩擦大,钢丝圈气圈小,张力紧,飞圈较多,必须钢领钢丝圈适时抹蜡减少摩擦,保证卷捻正常,毛羽降低。
3.7 络筒工序
采用“低速度、轻张力、加蜡”的工艺原则,适当降低槽简速度800 r/min,电清工艺短粗节门限设为1.4×160%掌握,清除有害纱疵。针对石墨烯涤纶纤维颜色浅灰、发涩摩擦大的特点,络筒加装上蜡装置,被覆纱线蜡膜,减少针织崩针,关掉赐来福络筒光电式异纤FG/FY开关,保证电清正常运转掐疵。
成纱质量指标见表2。
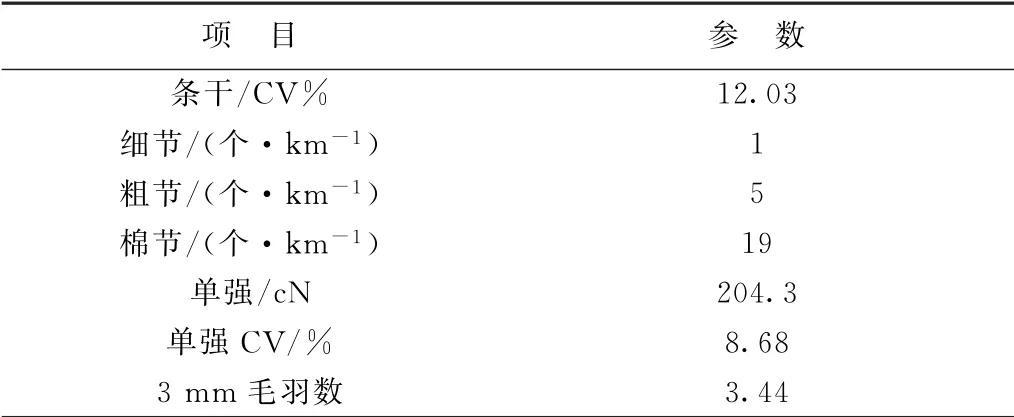
表2 精梳有机棉/石墨烯涤纶80/20 14.6 tex赛络紧密纺质量指标
针对石墨烯涤纶载体特性,染色工艺前处理调整为染色助剂火碱2 g/L,螯合剂1.5 g/L,双氧水4 g/L,渗透剂2 g/L,柔软剂1 g/L,降低泵速75%,调整循环频率为正2反3,高温高压套染,分散染料采用进口汽巴染料,颜色鲜亮。使用射频烘干机网速为6 m/h,电极高度74,纱线渗透均匀干爽,表面柔软光洁。
6.1 整浆工序
浆纱工序采用高浓低黏浆液,浸透和被覆兼顾,既保证了纤维间的黏着力,减少断头,又使纱线表面毛羽服帖,减少棉球的产生和纬纱阻断。浆料配方如下:DF-A 60 kg,CP-L 40 kg,QL-89 15 kg,S-S 20 kg。在操作上浆纱各段伸长偏小掌握,控制在1.0%以下,织轴张力要适当,既要保证浆纱的增强,又要做到纱线保伸。车前不离人,勤看伸缩筘,做到“一勤”“四定”:巡回检查勤,定车速、气压、温度、黏度,及时处理倒头、并头、绞头。
6.2 织造工序
采用ZAX-E-280型津田驹喷气多臂大提花织机织造,织物设计规格为JY/石墨烯60×40×173×120×106大提花,结经采用多开口结经方式根据织物组织设计纹板图,织机工艺采用“低后梁、早开口、晚引纬”的原则,同时在织轴上加蜡,提高织造环境的相对湿度,可贴伏毛羽,减少断经,提高开口清晰度。主喷气压2.5 MPa,辅喷气压4.2 MPa,保证梭口清晰,引纬顺利,提高织造效率。
6.3 组织风格
采用10 080针四色纬的高新大提花喷气设备,织物设计为浅湖兰色织大提花,面料清凉淡雅,大提花完全纹样组织经纱根数设计为18 338根,纹针数为2 520×2 560循环,每筘穿入数为3,织物以2/2方平为边组织,解决了卡疵、断边等疵点。以缎纹组织为基础(地组织),而以另一种或数种不同组织在其上显现提花图案,花型肌理丰富、层次鲜明。同时利用不同原料的经纬纱后整理着色性不同,使得大提花面料更具有色织立体感效果,运用石墨烯天然的润肤养颜、内暖养生、抗菌、防静电特点结合布面优美的花型设计图案和淡雅的色彩搭配,彰显高贵典雅的质感,为居室生活增添温馨与雅致。产品柔顺爽滑,丰厚轻柔,精致大方,新颖别致,风格独特,产品附加值档次高。
(1)石墨烯纤维金属质发涩,必须进行纺前加湿加柔软剂预处理工艺,闷仓24 h以上,并严格控制车间温湿度。
(2)针对石墨烯纤维颜色浅灰、单强偏低、纤度较粗的问题,采用柔和梳理、轻柔纺纱、紧赛纺成纱技术,加装上蜡,减低摩擦,关闭异纤开关,成功开发保健系列功能性纱线。
(3)染纱通过改变纱线卷绕密度、慢速升温、控制升温速率、自动称量,解决了染色过程中产生的色花、色差、色饱和度低、色牢度差等技术难题。
(4)织造时采用环保上浆技术,采用小张力、低后梁、早开口、晚引纬的工艺措施,在织轴上加蜡,提高织造环境的相对湿度,提高开口清晰度,防止经纱起毛,保证了布面风格的饱满,成功织造出产品。
猜你喜欢 涤纶纱线工序 织物中拆下纱线线密度的检测与研究中国纤检(2022年3期)2022-04-19Nissenken开展塑料瓶再生纤维判别试验纺织服装周刊(2022年13期)2022-04-15基于FWSJ 算法对分支工序位置变动的产线平衡研究科技与创新(2022年6期)2022-03-24潜悦游 Condé Nast Traveler(2022年1期)2021-12-16前处理工艺对涤纶织物润湿性能的影响安徽工程大学学报(2021年3期)2021-08-02巧手制作阅读(快乐英语高年级)(2021年4期)2021-07-11修铁链小猕猴智力画刊(2021年2期)2021-02-22舒适首选,青岛新维纺织迭代涤纶受追捧纺织服装周刊(2019年43期)2019-12-20减少无效工序提高作业效能的认识与方法大经贸(2018年12期)2018-02-20人生的纱线作文评点报·中考版(2017年22期)2017-06-15推荐访问:石墨 面料 实践推荐文章
- 初中英语教师的述职报告范文【三篇】|初中英语教师个人人述职报告范文
- 2018年国产电影 2018年西藏注册测绘师考试报名入口【7月13日开通】
- 2018年安徽亳州经济开发区选拔教师公告【292人】_2018亳州经济开发区教师招聘
- 简短狼性团队口号 电商团队狼性口号:企业和市场同步,管理与世界接轨。
- 【2018年云南高考艺术、体育类一本批次征集志愿计划】2018云南体育类招生表
- 【战友聚会活动主持词结束语】战友聚会主持词结束语
- 2018辽宁丹东振兴区教育系统公开招聘合同制教师公告【40人】_
- [2018年重庆高考招生录取二次志愿征集公告七]2018高考招生征集志愿
- 2018年驱动型作文范例 [2018财务应聘简历范例]
- 关于学习的名言警句:不知则问,不能则学:励志的名言警句